Allmänt
Ökande krav på minskade skador leder i många industrier till användningen av belagda stålplåtar. Bland de olika möjligheterna att skydda stål mot korrosion är zink av särskild betydelse. Å ena sidan på grund av dess gynnsamma korrosionsegenskaper och å andra sidan på grund av det låga priset. Korrosionsskyddet av en zinkyta kan utföras genom efterföljande varmförzinkning av färdiga bearbetade komponenter eller aggregat. Detta är ofta inte möjligt med komplexa arbetsstycken på grund av fördröjning genom nedsänkning i flytande zink. En annan möjlighet är att bearbeta färdiga - dvs. galvaniserade - plana produkter. Dessa redan färdiga platta produkterna kan beläggas med zink, antingen genom elektrolys eller genom varmgalvanisering. Beroende på tillverkningsmetoden är zinkskiktet som appliceras på basmaterialet normalt mellan 1 och 20 µm. Stora mängder galvaniserad plåt används i bilindustrin, inom byggindustrin, inom ventilation och luftkonditioneringsteknik, inom underhåll av bostäder, inom produktionen av vitvaror och inom möbelindustrin. Zink har fått en stor betydelse för korrosionsskydd av stål inte bara för dess förmåga att bilda ett ytskikt som har en barriäreffekt, som först måste korrodera bort, innan stålet rostar, utan även för dess katodiskt skyddande egenskaper. Om det skyddande zinkskiktet är skadat, ger zinkbeläggningen på järn ett katodiskt skydd. Den skyddande effekten verkar på ett avstånd av 1 till 2 mm från den obelagda ytan. Genom zinkens katodiska skydd på avstånd skyddas både plåtens obehandlade skärkanter och mikrorispor som kommer från kallformning, såväl som svetsarnas omgivning, i vilken zinken avdunstar. På samma sätt kan rost av zinkbeläggningen från skärkanten sedan i hög grad uteslutas tack vare katodiskt skydd.
Båglödning av galvaniserad plåt
Zink börjar smälta runt omkring 420°C och förångas runt ungefär 906°C. Dessa egenskaper har ogynnsamma konsekvenser på svetsprocesserna i och med att zinkens förångningsprocess. Detta sammanhang påbörjas långt innan basmaterialet smälter. Zinkångorna och oxiderna kan leda till poren, bindningsfel, sprickbildning och till en instabil ljusbåge. Därför är det gynnsammare för galvaniserad plåt att mindre värme tillförs eller att basmaterialet inte smälts. Ett alternativ vid svetsning av galvaniserad plåt är därför att använda kopparbaserat tillsatsmaterial (brons). Trådarna med koppar och kisellegeringar (t.ex.. ML CuSi3) och aluminium-bronslegeringar (ML CuAl8) är särskilt kända. Användningen av dessa trådar kan resultera i följande fördelar
ingen korrosion i lödfogarna
minimal metallstänk
låg uppbränning av beläggningen - låg värmetillförsel
enkel efterbehandling av fogen
katodisk skyddseffekt av basmaterialet i det direkta fogområdet
Genom den höga kopparandelen har dessa bronstrådar en låg smältpunkt (mellan 1000 och 1080°C beroende på legeringskomponenterna). Basmaterialet smälter inte, det vill säga fogen motsvarar snarare en lödning. Vid båglödningsförfarandet behövs vanligtvis inga flussmedel.
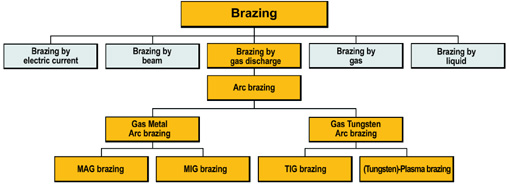
Indelning av båglödningsprocessen
Båglödningsprocesserna kan delas upp i metall inert gas (MIG) och tungstens inert gas (TIG) lödningsprocesser. Principen för båglödning är i stort sett identisk med MIG / MAG-svetsning eller (tungsten) plasmasvetsning med trådformat tillsatsmaterial.