




MIG-lödning skiljer sig från MIG- eller MAG-svetsning genom användningen av kopparbaserade trådelektroder som tillsatsmaterial. Dessa metoder används vanligtvis inom kortbågs- eller puls bågsvetsningstekniker i alla lödpositioner. En särskild förberedelse av svetssömmar utelämnas för det mesta.
Kortbågsmetod
Kortbågsmetoden möjliggör MIG-lödning med låg värmetillförsel. Vid låg bågkraft uppstår en droppövergång vid kortslutning. (Kort bågprocess).
Pulsad ljusbåge
Den pulsade bågtekniken möjliggör en väl kontrollerbar materialövergång med få kortslutningar och en god förmåga att överbrygga spalter i samband med lödning av överlappande kälsvetsar. Generellt ger den pulserande ljusbågsprocessen flatare fogar än kortbågsprocessen. Eftersom beläggningen även vid MIG-lödning kan leda till processinstabilitet hos pulsbågen rekommenderas att man använder en så kort båglängd som möjligt. Vid användning av avskärmningsgaser med hög argonhalt ger optimerade parametrar en lödningsprocess med lågt sprut. För att hålla värmetillförseln så låg som möjligt, bör man arbeta med en låg basström.
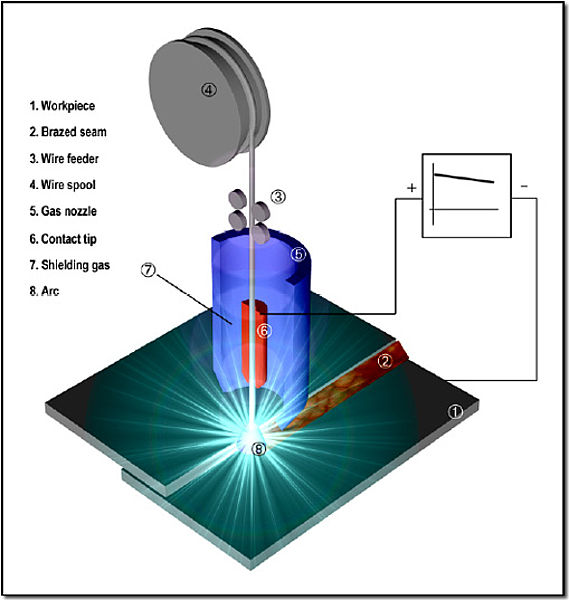
Särskilda krav på lödanläggningen
MIG-lödning ställer särskilda krav på strömkällan. För att hålla avdunstningen av zink så låg som möjligt på tunna plåtar sker lödningen med låg strömstyrka. Därför måste strömkällan ha ett kontrollområde som sträcker sig till låga nivåer. Samtidigt måste ljusbågen vara särskilt stabil i den lägre nivån. För detta ändamål är en lågt inställd grundströmstyrka lika viktig som en snabbreageande kontroll för korta båglängder. Vid MIG-lödning krävs en olika pulsformer beroende på fyllnadsmaterial och skyddsgas. Generellt sett ger de flesta pulsade strömkällorna som är tillgängliga på marknaden goda lödningsegenskaper. Det kan emellertid vara nödvändigt att be om ett motsvarande karakteristikdiagram av tillverkaren. Då de tillsatsmaterial som vanligtvis används är mjukare än svetstrådar av stål, måste det ställas högre krav på matarenheterna och precis som för aluminium eller flussmedelsfylld tråd måste drivenheter med halvsfäriska trådmatningsrullar användas. Trådmatningsmotorn bör vara hastighetsstyrd för att säkerställa konstant matningshastighet. Brännarslangpaketet måste vara utrustat med trådledare av plast eller Teflon. Om det behövs ett slangpaket som är längre än 3 m för manuell användning eller mer än 1,5 m för robotanvändning rekommenderas till exempel en extra trådmatningsmotor vid brännaren. För automatisk drift rekommenderas vattenkylda svetsbrännare.
Förfarandetekniska anmärkningar
Inställning och styrning av brännaren är andra viktiga faktorer som påverkar fogens kvalitet vid MIG-lödning.. Med skarpa lödda plåtar värmer den förberedande ljusbågen zinkskiktet så långt fram att det kan avdunsta till ett kvarvarande skikt omedelbart före upplösningen av tillsatstrådens droppe. Den smälta tillsatstråddroppens termiska energi omvandlar den återstående zinkbeläggningen. Eftersom det bara handlar om små mängder zinkånga i den fortfarande smälta lodet, är avgasningstiden fram till stelningen tillräcklig för att undvika porbildning.