Généralités
Dans de nombreuses industries, les exigences croissantes en matière de réduction de dommages conduisent à l'utilisation de tôles d'acier revêtues. Parmi les différentes possibilités de protéger l'acier de la corrosion, le zinc a une importance particulière, d'une part en raison de ses propriétés anticorrosion favorables et d'autre part en raison de son faible prix. La protection contre la corrosion par une surface en zinc peut être assurée par la galvanisation à chaud des compopsants et assemblages finis. Avec des pièces complexes, cela est souvent impossible pour des raisons de retard par l'immersion dans du zinc liquide. Une autre possibilité consiste à retraiter des pièces à plat affinées - donc galvanisées. Ces produits plats pré-affinés peuvent être revêtus de zinc, soit par électrolyse ou par galvanisation à chaud. En fonction du procédé de fabrication, la couche de zinc appliquée est généralement comprise entre 1 et 20 µm. De grandes quantités de tôle galvanisée sont utilisées dans l'industrie automobile, dans la construction, dans les technologies de ventilation etr de climatisation, dans le secteur du bâtiment, pour la fabrication d'appareils électroménagers et dans l'industrie du meuble. Le zinc a acquis une grande importance pour la protection de l'acier contre la corrosion non seulement en raison de sa capacité à former des revêtements de barrière, qui doivent d'abord être corrodés, avant que l'acier rouille mais aussi en raison de sa protection cathodique. Si le revêtement de zinc protecteur est endommagé, le revêtement de fer sur le zinc assure une protection cathodique. Cet effet protecteur agit sur une distance de 1 à 2 mm de la surface non revêtue. La protection cathodique à longue portée du zinc protège à la fois les arêtes de coupe non revêtues des tôles et les microfissures résultant du formage à froid, ainsi que l’environnement des soudures dans lesquelles le zinc s’évapore. De même, en raison de la protection cathodique, la formation de rouille sous la couche de zinc à partir du bord coupé peut être évitée en grande partie.
Brasage à l'arc de tôles galvanisées
Le zinc commence à fondre à environ 420 °Celsius et s'évapore à environ 906 °Celsius. Ces propriétés ont un effet défavorable sur tous les processus de soudage, car le processus d’évaporation du zinc est associé à ce processus bien avant la fusion du matériau de base. Les émanations de zinc et les oxydes peuvent entraîner des pores, des défauts de liaison, des fissures et un arc de combustion instable. Par conséquent, il est plus avantageux pour les tôles galvanisées, si moins de chaleur est introduite, ou si le matériau de base ne fond pas. Une alternative pour le soudage de tôles galvanisées consiste de ce fait à utiliser des métaux d'apport à base de cuivre (bronzes). Les fils avec du silicium de cuivre sont particulièrement connus, (z.B. ML CuSi3) tout comme les alliages d'aluminium-bronze (ML CuAl8). Lors de l'utilisation de ces fils, il peut y avoir les avantages suivants :
pas de corrosion du joint soudé
éjection minimale de projections
faible combustion du revêtement - faible apport de chaleur
post-traitement facile du cordon
effet de protection cathodique du matériau de base au niveau de la zone proche du cordon.
En raison de la part élevée en cuivre, ces fils de bronze ont un point de fusion relativement bas (environ 1000 à 1080 °C en fonction des composants de l'alliage ). Le matériau de base ne fond pas, c-à-d. le joint correspond plutôt à une brasure. Lors des procédés de brasage à l'arc, il n'est généralement pas nécessaire d'utiliser un agent de brasage.
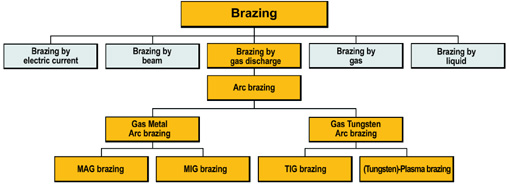
Classification des procédés de brasage à l'arc
Les procédés de brasage à l'arc peuvent être divisés en brasage sous "metal inert gas" (MIG-) et "tungsten inert gas" (TIG). Le principe du brasaga à l'arc est en beaucoup identique à celui du soudage MIG respectivement au soudage (tungstène-) plasma avec un matériau d'apport sous forme de fil.