




Lors du brasage plasma, un courant d'arc pulsé ou continu peut être utilisé. Les positions à plat et en descendant sont à préférer aux autres positions de brasage. Contrairement au brasage MIG, le métal d'apport n'est pas conduit dans l'arc concentré lors du brasage plasma. La fusion du métal d'apport est donc (presque) indépendante du débit de chaleur, ce qui permet d'influencer la géométrie du joint dans de nombreux domaines. Le brasage plasma avec une alimentation de fil d'apport sous tension est appelé procédé plasma à fil chaud. Fondamentalement, cette variante de procédé ne diffère que par la manière dont le matériau d'apport est alimenté en courant. L'augmentation de la température du matériau d'apport peut être mise en oeuvre pour la vitesse de fonctionnement et est utilisée pour réduire la distorsion.
Exigences particulières pour l'équipement de brasage
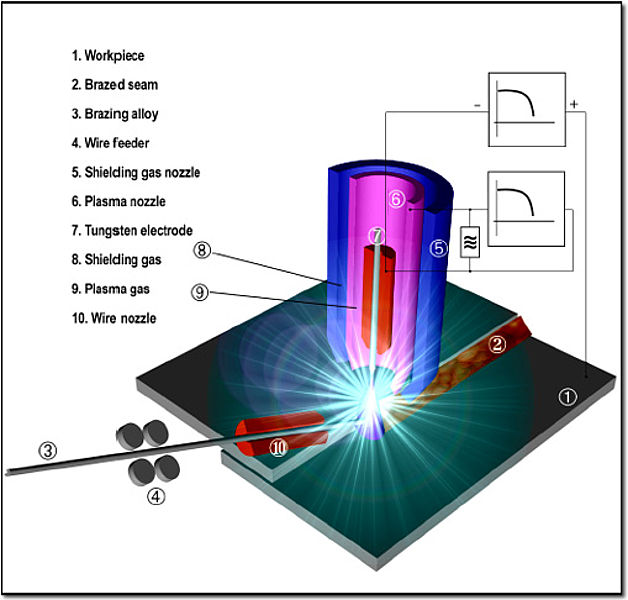
Pour le brasage standard et par impulsions, une source de courant avec une caractéristique statique en chute rapide est requise. La source de courant est équipée d’une unité d’allumage pour l’allumage sans contact de l’arc plasma. Il s’agit généralement d’une unité haute fréquence qui allume l’arc directement entre la pièce et l’électrode ou un arc auxiliaire entre l’électrode et une buse de brûleur.
Pour les applications manuelles, on choisit généralement des courants de soudage compris entre 5 et 75 A. Dans des conditions normales d'utilisationn les applications entièrement mécanisées ou robotisées nécessitent jusqu'à 250 A. Les torches à plasma sont en principe refroidies à l'eau pour dissiper la chaleur du processus et garantir la durée de vie utile à la productiont. Le fil qui n'est pas sous tension est apporté par l'extérieur. Par la séparation de la quantité de fil d'alimentation et de l'intensité du courant d'arc s'ouvre la possibilité, par exemple, d'effectuer des brasures de réparation par une nouvelle fusion sans apport de fil.