Les systèmes de dévidage du fil pour les installations de soudage sous gaz protecteur étaient d’abord développés pour l’acier de même que la plupart des autres conditions de soudage dérivées de l’acier. Les fils d’acier présentent généralement un bon glissement et une forte rigidité. Ceci n’est pas vrai pour l’aluminium. De ce fait, le dévidage du fil mou AlSi5 et les alliages d’aluminium pur est très difficile. Le fil d’aluminium ne doit en aucun cas être tiré car cela cause un effet de freinage auto amplifiant.
Avec les bobines de 7 kg (B300 ou S300), en utilisant les systèmes d’alimentation de fil, il n’est à peine nécessaire de tirer le fil par une gaine alors qu’il le faut souvent avec les gros emballages. Afin de surmonter ce problème; des systèmes de dévidage poussé « push-push » ont été développés les dernières années. Avec de tels systèmes, soit la bobine est elle-même engagée et le fil est guidé directement dans le dévidoir ou le fil sort directement d’un fût. Dans les deux cas, des gaines extrêmement courtes et droites sont utilisées. L’unité de dévidage placée directement après le contenant de fil pousse le fil par la gaine (Push). Une deuxième unité de dévidage se trouve juste avant la torche et régule la vitesse de dévidage nécessaire au processus. Celle-ci pousse le fil sur les derniers centimètres jusqu’au tube contact. (Push).
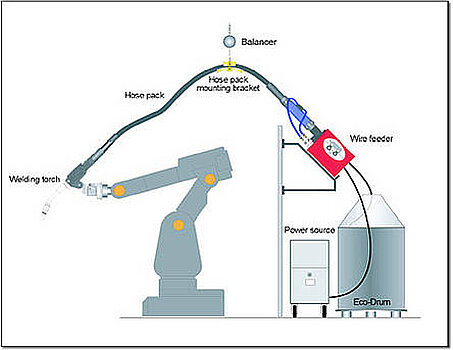
Le dévidage des bobines B-400 40 kg, nécessite l’utilisation de dévidoirs spécifiques. Pour les fûts de 80 kg- et Jumbo de 140 kg, cela est inutile. Toutefois, il faut veiller à ce qu’il y ait une distance la plus courte possible du fût au système d’alimentation du fil (voir photo). Pour certains alliages, il peut s’avérer utile d’équiper le couvercle d’un tourniquet et de mettre des billes dans le fût pour éviter que le fil se soulève.