Drahtvorschubsysteme für MSG-Schweißanlagen wurden zunächst für die Förderung von Stahldrähten entwickelt, ebenso wie meistens alle anderen Schweißbedingungen aus der Stahlschweißung abgeleitet wurden. Stahldrähte haben generell eine gute Gleitfähigkeit und eine hohe Knicksteifigkeit. Beides gilt für Aluminium nicht. Dies macht speziell die Förderung der weichen AlSi und der Reinaluminiumlegierungen sehr schwierig. Keinesfalls dürfen Aluminiumdrähte durch eine Drahtführungsseele gezogen werden, da es dadurch zu einer selbstverstärkenden Bremswirkung kommt.
Während es bei Drahtvorschubsystemen mit 7 kg (B300 oder S300) Spulen kaum notwendig ist den Draht durch eine Drahtführungsseele zu ziehen ist dies bei Großspulensystemen sehr oft der Fall. Um dieser Problematik zu begegnen wurden in den vergangenen 5 Jahren Abspulsysteme mit Push-Push Antrieb entwickelt. Bei derartigen Systemen wird entweder die Drahtspule angetrieben und direkt von einer Drahtfördereinheit übernommen oder der Draht aus unmittelbarer Nähe aus einer Fassspule gezogen. Die dem Drahtgebinde direkt zugeordnete Drahtfördereinheit schiebt die Drahtelektrode in die Drahtführungsseele mit Überschuss (Push). Eine zweite Drahtfördereinheit befindet sich direkt am Schweißbrenner und gibt die Prozessdrahtgeschwindigkeit vor. Diese schiebt den Draht das letzte kurze Stück bis zur Stromkontaktdüse (Push).
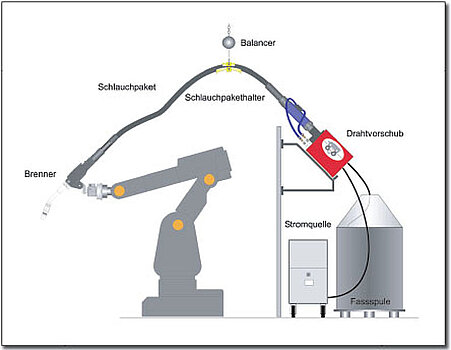
Zum Abspulen von B-400 40 kg Spulen sind spezielle Abspulvorrichtungen notwendig, während dies bei unseren ÖKO- und Jumbo-Fässern nicht notwendig ist. Es ist jedoch auf eine möglichst kurze Verbindung des Fasses mit dem Drahtvorschubgerät (siehe Abbildung) zu achten. Falls längere Verbindungen zwischen Fass und Drahtvorschubgerät notwendig sind empfehlen wir unseren Rolliner. Wir beraten Sie gerne.