




Datasheet - Rod/wire electrode for Aluminium
| Typical composition in % | |
|---|---|
| Si | 0,20 - 0,60 |
| Fe | < 0,35 |
| Cu | < 0,10 |
| Mn | < 0,10 |
| Mg | 0,45 - 0,90 |
| Cr | <0,10 |
| Zn | < 0,10 |
| Be | < 0,0003 |
| Ti | 0,20 - 0,30 |
| B | 0,04 - 0,06 |
| Others | < 0,05 |
| Others total | <0,15 |
Hinweise



When selecting a filler metal for joint welding, a similar alloy is usually chosen. This applies to steels as well as to non-ferrous metals. Burn-off of alloying elements, especially in processes with droplet transfer through the arc, is prevented by a somewhat higher proportion of such alloying elements.
For aluminium alloys of the 6000 group (AlMgSi), this principle has been deviated from for decades. Although this group of alloys is widely used (bumpers, car bodies in automotive construction and for large profiles in rail vehicle construction), there has been no filler metal similar to this type until now. The reason for this is the high hot cracking tendency of aluminium alloys with a maximum cracking tendency at alloy contents of 1.2% magnesium and about 0.75% silicon.
These are also roughly the alloy ranges of aluminium alloys of the 6000 group.
For example, it is not possible to weld these alloys with the TIG process without adding an additive, because hot cracks always form.
As a way out, it was previously only possible to increase the magnesium or silicon content of the weld by using additives of the 4000 or 5000 group with a content of approx. 5% of Mg or Si to such an extent that the area at risk of hot cracking is avoided.
This compromise naturally entails various advantages and disadvantages.
A way out of this dilemma was shown in the dissertation by Dipl.-Ing. Philipp Schempp, TU-Berlin 2013, entitled "Grain refinement in aluminium GTA welds". It describes how the formation of hot cracks in aluminium alloys can be reliably prevented by the addition of Ti5B1 particles. These nanoparticles serve as heterogeneous solidification nuclei during the cooling of the melt and lead to a very significant reduction in grain size. This simultaneously prevents the formation of hot cracks.
MIGAL.CO has now succeeded in making commercially available a first filler metal of the 6000 group with a Ti5B1 content of approx. 0.30%. This MA-6063 is available both as MIG wire electrode and as TIG rod.
It can be used for joint welding as well as for additive manufacturing (WAAM).
The advantages of this filler metal are impressively shown in the table, in comparison to the previously used filler metals 4043 and 5183. A very important feature is the possibility of increasing the strength by means of a subsequent heat treatment. This makes it possible to achieve a yield strength of 200-260 MPa, with good elongation values of 6-12% at the same time.
The weldability (seam geometry, penetration depth, black precipitation) is also considerably improved compared to the AlMg alloy.
The penetration profile of MA-6063 is almost identical to that of 4043 (AlSi5), which is very advantageous for many applications.
Comparison of the properties of different welding consumables for 6xxx base materials
| 4043 | 5183 | 6063 | |
|---|---|---|---|
| Black deposit | + | - | + |
| Penetration depth | + | - | + |
| Ductility | - | + | + |
| Weld geometry | + | - | + |
| Strength | - | + | • (as welded)/+ (T6) |
| Hot cracking | + | - | + |
| Heat conductivity | • | - | + |
| Elektr. conductivity | • | - | + |
| Painting/Coating | Not specified | - | + |
| Physical properties of pure weld metal (Approx. values) | |
|---|---|
| 0,2 % yield strength Rp0,2 [MPa] | F: 80; T6: 200 - 260 |
| Tensile strength Rm [MPa] | F: 150; T6: 250 - 280 |
| Elongation A5 (Lo=5d0) [%] | F: 15; T6: 6 - 12 |
| Test temperature [°C] | 20 |
| Welding position |
|---|
| PA, PB, PC, PD, PE, PF |










| Shielding gas |
|---|
| I1, I2, I3 (Argon, Helium or Argon/Helium-mixtures) |
| Polarity |
|---|
| MIG =+, WIG ~ |
| Dimensions | |
|---|---|
| MIG-wires [mm] | 0,8; 1,0; 1,2; 1,6; 2,0; 2,4 |
| TIG-rods [mm] | 1,6; 2,0; 2,4; 3,2; 4,0; 5,0 |
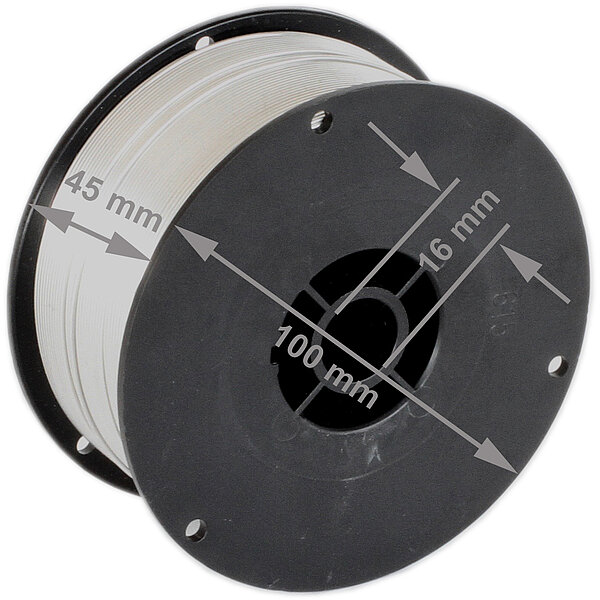
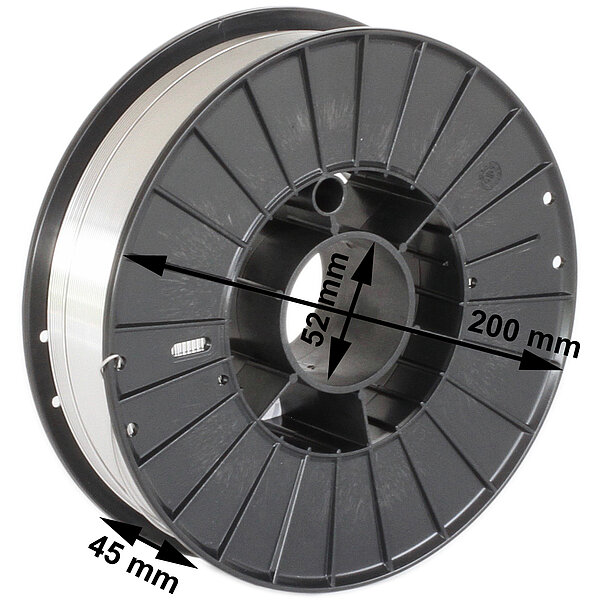
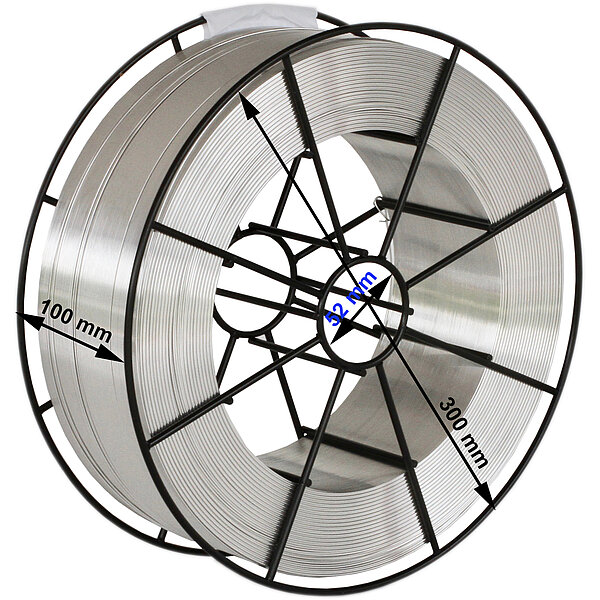
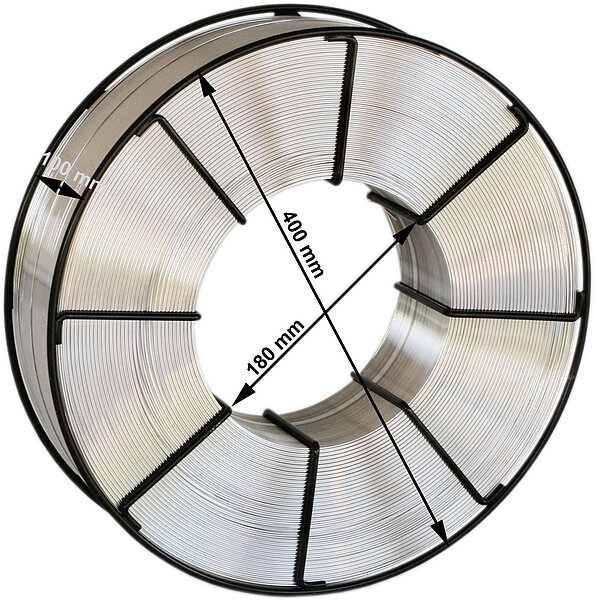
Packaging
| Spools | Packaging units |
|---|---|
| S 100 / 0,5 kg | 20 spools = 10 kg (Box) |
| S 200 / 2 kg | 4 spools = 8 kg (Box) |
| S 300 / 6 kg | 56 spools = 336 kg (Pallet) |
| B 300 / BS 300 / 7 kg | 56 spools = 392 kg (Pallet) |
| B 400 / 18 kg | 28 spools = 504 kg (Pallet) |
| B 400 / 40 kg | 15 spools = 600 kg (Pallet) |













| Drums | Packaging units |
|---|---|
| Eco drum 80 kg | 2 drums = 160 kg (Pallet) |
| Jumbo drum 140 kg | 2 drums = 280 kg (Pallet) |


140 kg
| TIG-rods | Packaging units |
|---|---|
| 2,5 kg tube | 225 tubes = 562,5 kg (Pallet) |
| 5 kg box | 120 boxes = 600 kg (Pallet) |
| 10 kg box | 60 boxes = 600 kg (Pallet) |


TIG-rods are packed in tubes of 2,5 kg or in boxes of 5 or 10kg. The length is 1.000 mm. Each rod is stamped on one side with MIGAL.CO and the alloy number.
MIG wires
| Designation | Item number | Quantity in stock [kg] |
|---|---|---|
| Wire electrode MA-6063 AlMg0,7SiTiB 1,0mm | M6,6063,03,10 | 95 |
| Wire electrode MA-6063 AlMg0,7SiTiB 1,2mm | M6,6063,03,12 | 224 |
| Wire electrode MA-6063 AlMg0,7SiTiB 1,6mm | M6,6063,03,16 | 273 |
| Wire electrode MA-6063 AlMg0,7SiTiBi 1,2mm | M6,6063,09,12 | Not in stock |
TIG rods
| Designation | Item number | Quantity in stock [kg] |
|---|---|---|
| TIG-rods MA-6063 AlMg0,7SiTiB D=1,6mm | M6,6063,14,16 | 82 |
| TIG-rods MA-6063 AlMg0,7SiTiB D=2,4mm | M6,6063,14,24 | 110 |
| TIG-rods MA-6063 AlMg0,7SiTiB D=3,2mm | M6,6063,14,32 | 110 |