




Pulley for straight welds
Wire from drums with alloys of the 5000 series is preformed sinusoidal. In mechanized welding this may lead to inaccurate positioning of the wire and specifically when small weld cross sections are welded with large wire diameters (eg a4 fillet weld with 1.6mm wire diameter).
In this case, the pulley is used. This plastically deforms the wire electrode and thus the wire is pre-bent always in the same direction.The pulley is delivered with a quick coupling, which provides a 1/4" male thread for connection to the conduit. Attachment to the drum hood is included.
The pull-out forces are substantial, and as follows:
- ML 5087, ML 5183, ML 5356 1,2mm: 9 N
- ML 5087, ML 5183, ML 5356 1,6mm: 25 N
Pulley ULR-2
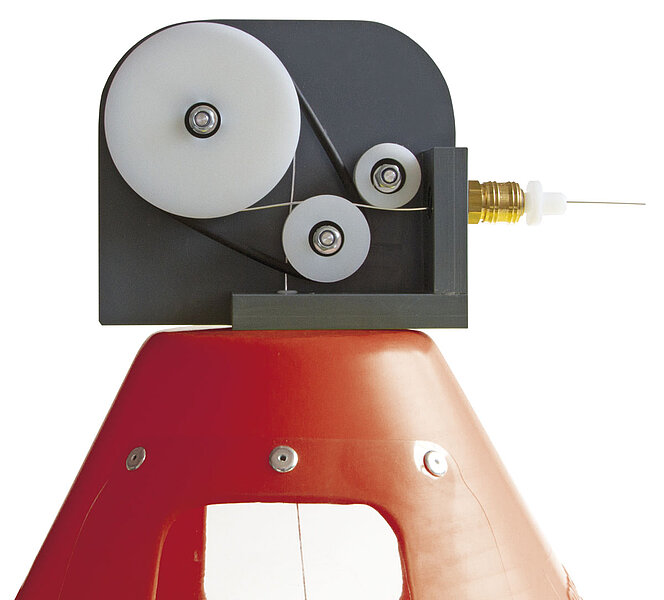
The pulley ULR-2 has the wire exit to the side.
Pulley ULR-3

The pulley ULR-3 has the wire exit to the top. It requires a lower force than the ULR-2.
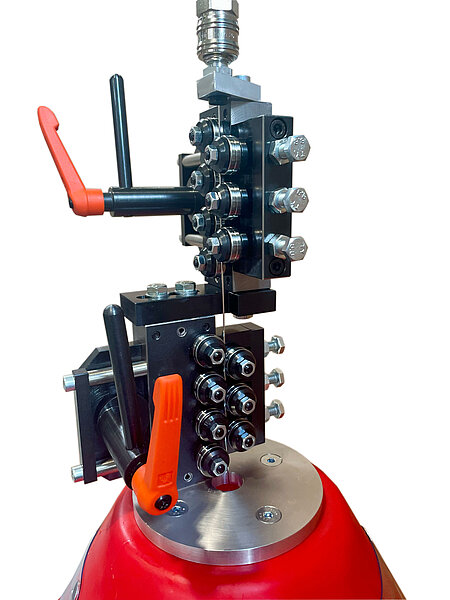
RoboStraight
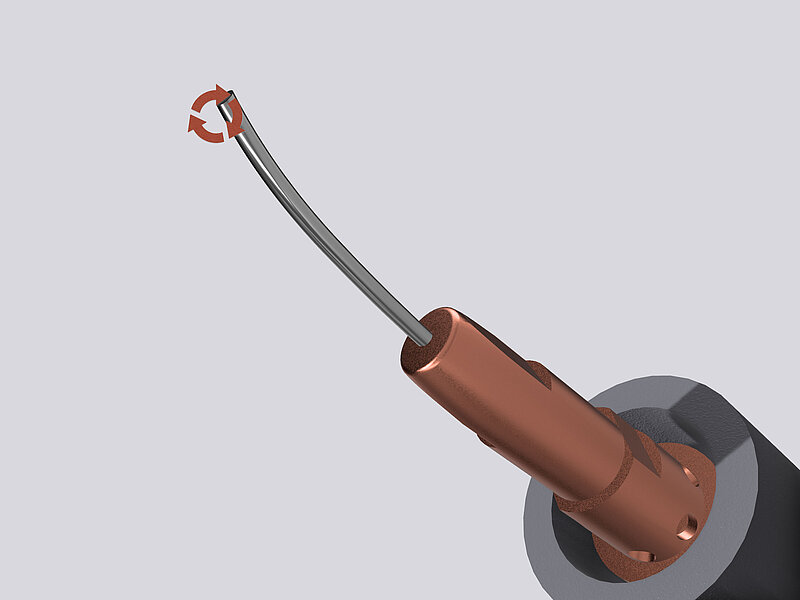
Welding wires that are taken from wire drums are usually characterised by relatively large bounce, i.e. they are fairly straight.
Nevertheless, it can be seen that the wires often come out of the drum slightly wavy, or even in a spiral shape. This can lead to considerable process disturbances in sensitive applications such as laser processes or gas-shielded welding of small sheet thicknesses, as the wire tip then changes position from the wire outlet nozzle in a circular, or sometimes erratic, manner.
The use of a wire straightener directly at the barrel outlet is able to straighten even considerably deformed wires reliably. The use of a total of 14 adjustable straightening rollers in conjunction with a quick opener enables stable operation.
Adjusting the wire straightener is amazingly easy and takes only a few minutes. For aluminium, a separate set of rollers (U-shaped) is required for each wire diameter; for steel, a single set of rollers (V-shaped) covers the entire diameter range from 0.8 to 2.0 mm.
A higher conveying force must be taken into account, which can be overcome, for example, by an auxiliary drive (RoboFeed).
It has been shown that by using the wire straightener, the formation of knots in the wire barrels and the bouncing of the wire within the guide tube can also be avoided.
A mounting plate is supplied to attach the straightener to the decoiling hood. For this purpose, 4 holes with a diameter of 8.5 mm must be drilled in the decoiling hood. The wire can then be fed out either via a quick coupling CRNG-20 and then further e.g. with a Rolliner. Alternatively, a wire feeder, e.g. RoboFeed, can be mounted directly above it.

Additional information

-
ULR-2 Stepdata225 KB
 Manual pulley ULR-3799 KB
Manual pulley ULR-3799 KB-
Manual pulley ULR-2733 KB
-
-
RoboStraight Stepdata913 KB
Reference table
Pulley
| Designation | Item number | Qty in stock | Weight [kg] |
|---|---|---|---|
| Pulley ULR-2 | 10,10,6,0001 | 9 | 0.85 |
| Pulley ULR-3 | 10,10,6,0002 | 8 | 0.85 |
| Straightening device 14-rolls 1.6 mm | 10,10,6,0006 | Not in stock | 5.82 |
| Straightening device 14-rolls 1.2 mm | 10,10,6,0007 | Not in stock | 5.82 |
| Straightening device 14-rolls 1.0 mm | 10,10,6,0008 | Not in stock | 5.82 |
| Straightening device 14-rolls 0.7 - 2.2 mm steel | 10,10,6,0009 | Not in stock | 5.82 |