




Datasheet - Welding wires/rods for Nickel alloys
| Typical composition in % | |
|---|---|
| Ni | ≥ 53 |
| Fe | Rest |
| C | ≤ 0,20 |
| Mn | 1,0 - 4,0 |
| Si | ≤ 0,3 |
| Cu | ≤ 2,5 |
| Ti | 0,2 - 0,5 |
| Al | ≤ 0,2 |
| S | ≤ 0,02 |
| P | ≤ 0,02 |
| Classification | |
|---|---|
| DIN 8573 | SG - NiFe2 |
| AWS A 5.14 | ER NiFe-Cl |
| Application |
|---|
| This alloy is particularly suited for welding of ferritic and austenitic nodular Cast iron as well as for joining it with non-alloy and high-alloy steel, copper and nicke1 alloys. Buildups on grey Cast iron qualities are also possible. Special applications are construction welding of ductile centrifugal casting tubes, such as joggles and flange joints, fittings, Pumps, and for corrosion resistant claddings. The deposit is tough, crack resistant and easily machinable with cutting tools. |
| Physical properties (Approx. values) at 20° C | |
|---|---|
| Tensile strength Rm [MPa] | 800 |
| Specific electr. Resistance [ Ohm mm²/m] | 0,4 |
| Density [g/cm³] | 8,4 |
| Melting point [° C] | 1.440 |
| Shielding gas |
|---|
| MIG: Ar+1-3% O2, Ar+1-3% CO2, Ar+He+O2, Ar+He+CO2, Ar+He+CO2+H2 |
| WIG: Ar, He, Ar+He, Ar+2-5% H2 |
| Polarity |
|---|
| MIG =+, TIG =- |
| Welding position |
|---|
| PA, PB, PC, PD, PE, PF |










| Dimensions | |
|---|---|
| MIG-wires [mm] | 1,0; 1,2; 1,6 |
| TIG-rods [mm] | 1,6; 2,0; 2,4 |
Packaging
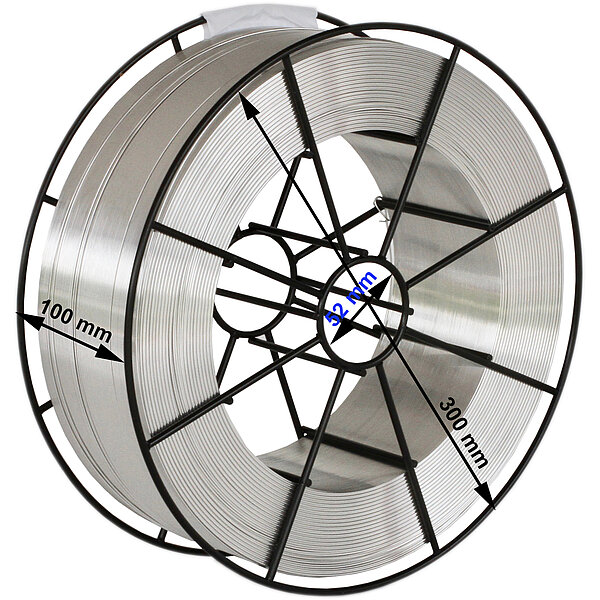
| Spools | Packaging units |
|---|---|
| BS 300 / 15 kg | 25 spools = 375 kg (Pallet) |

Rods
TIG-rods are packed in boxes of 5 kg. The length is 1.000 mm.

Thats not all