General
Increasing demands for the reduction of damages lead to the use of coated steels in many industrial fields. Among the many possibilities to protect steel against corrosion Zinc plays a major role due to its favourable corrosion resistance and its low price.
Protection against corrosion by a Zinc coating can be done by hot-galvanizing of already finished parts or work pieces. In many cases and with complicated constructions this is not possible because of distortion. Another possibility is to use already finished – pre zinc-coated – sheets or profiles for welding. Such materials can be coated by either an electrolytic or a hot-galvanizing process. The thickness of the Zinc coating lies between 1 and 20 µm depending on the method of manufacturing. Large quantities of zinc coated thin sheets are used in the automotive industry, for buildings, ventilation and air-conditioning systems, household appliances, and furniture.
Not only because of its ability to form a cover layer as a barrier which needs to corrode fi rst before the steel corrodes Zinc has reached a major position as corrosion protection because of its cathodic protection ability. If the protecting Zinc coating is damaged then the surrounding Zinc provides the cathodic protection even of the nearby uncoated steel. This protection is effective for a distance of 1-2 mm of uncoated surfaces. Due to the cathodic protection not only the uncoated cutting edges are protected, but also micro cracks from cold-forming and the surrounding of welds where Zinc has been evaporated during welding. Equally subcutaneous corrosion can be avoided initiating from cutting edges.
Arc brazing of zinc-coated steels
Zinc has a melting point of approximately 420° Celsius and evaporates at 906° Celsius. This nature is unfavourable to any welding process, because evaporation of Zinc starts for before the melting point of steel being the base material is reached. This is the reason why it is more suitable for galvanized steel when less heat is introduced, respectively the base material does not get to its melting point at all.
An alternative to welding of coated sheets is the use of filler wires based on Copper also known as bronzes. Commonly known are wires with Copper-Silicon- (ML CuSi3) and Copper-Aluminium-alloys (ML CuAl8).
The following advantages are provided by these wires:
- no corrosion of the brazing
- minimal spatter
- low burn-off of coating
- low heat input
- simple post-treatment of the seam
- cathodical protection of the base material in the immediate area of the joint
Such bronze wires have a relatively low melting point due the high content of Copper (approx. 1.000 to 1.080° Celsius depending on the alloy). The base material does not get molten which means the joining principle is more brazing than welding. With arc brazing fluxes are usually not required.
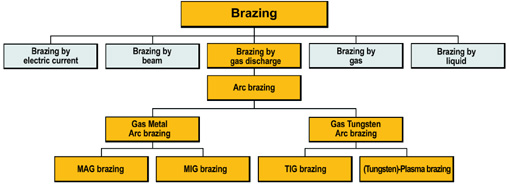
Classification of arc brazing processes
Arc brazing can be classified into GMA and GTA processes. The principle is largely identical to GMAW-welding respectively to plasma welding with filler wires.