




Wiresensor MWS-2
Catch wire feed slip before it becomes a weld defect.
Reference-based wire feed monitoring for robotic GMAW — on 100 % of your production, without touching the power source or robot controller.


The problem: slip is invisible — until the part fails
Worn drive rolls, incorrect contact pressure, abrasion, friction in the wire guide, worn-out contact tips: slip between wire and drive rolls causes fluctuating wire feed, process instability, and weld defects. And it happens silently.
Why doesn't the welding system catch this itself?
Because it physically can't. Welding power sources don't really measure the wirespeed — they derive the feed speed from the rotational speed of the feed motor. As long as the motor turns as commanded, the machine reports everything as fine. But slip happens downstream of the motor, between the drive rolls and the wire: the rolls spin, the wire doesn't follow. From the machine's point of view, a slipping wire and a perfectly fed wire look identical.
And the workaround — comparing against the setpoint from the power source — fails in practice too: the setpoint is locked behind manufacturer-specific bus protocols. Integration is complex, system-specific, and has to be re-engineered every time the power source changes.
The only reliable way to detect slip is to measure the wirespeed itself. That is exactly what the MWS-2 does.
The solution: your good part is the reference
The Wiresensor MWS-2 takes a different route — the "golden part" principle. Instead of a setpoint from the controller, the measured signal of a verified good part serves as the reference.
A slip-free two-roller measuring mechanism with a high-resolution encoder measures the true wire movement — directly on the wire, independently of the feed motor, and therefore including exactly the slip the machine itself cannot see. A part with several welds at different feed speeds yields a characteristic, reproducible speed pattern. Teach it in once; from then on, every part produced is automatically compared against it.
No bus integration. No manufacturer lock-in. One sensor, retrofittable on any system — at a price that makes equipping every single cell economical.
The setup: two components, ten minutes, any browser
The complete system consists of exactly two parts:
-
The sensor — a measuring roller riding on the wire, coupled to a high-resolution encoder. Mounted near the drive unit, it touches nothing but the wire.
-
The edge box — a compact controller that does everything on board: segmentation, references, envelope comparison, statistics, web dashboard, data logging.
Connect the box to your network — or don't. It also runs point-to-point with a single Ethernet cable straight into a laptop, never touching your plant network at all.
A true edge device — nothing to install, nothing to patch
There is no Windows, no Linux desktop, no operating system in the conventional sense — just purpose-built firmware on a microcontroller. That means:
-
No software installation on any PC, ever. You open the dashboard in any browser — that's it.
-
A minimal attack surface. No OS services, no open file shares, no pending security patches, no antivirus, nothing for ransomware to encrypt. IT departments approve it in one meeting instead of ten.
-
No maintenance treadmill. The box doesn't need updates to keep working — it just runs.
From unboxing to production
-
Mount the sensor after the drive unit, connect it to the box, plug in power and Ethernet.
-
Open a browser, connect to the box — no client software, no license server.
-
Record, don't program. Creating a monitoring program means simply recording a few good part cycles with the Learn button. No scripting, no parameter studies — the good partsare the program.
-
Arm it and walk away. From then on the box works fully autonomously: it monitors every part, logs the data on board, raises alarms — and, if you want, streams everything via MQTT to your MES, SCADA, dashboard, or database. Anywhere. Or nowhere: it is just as happy working completely standalone.
How it works
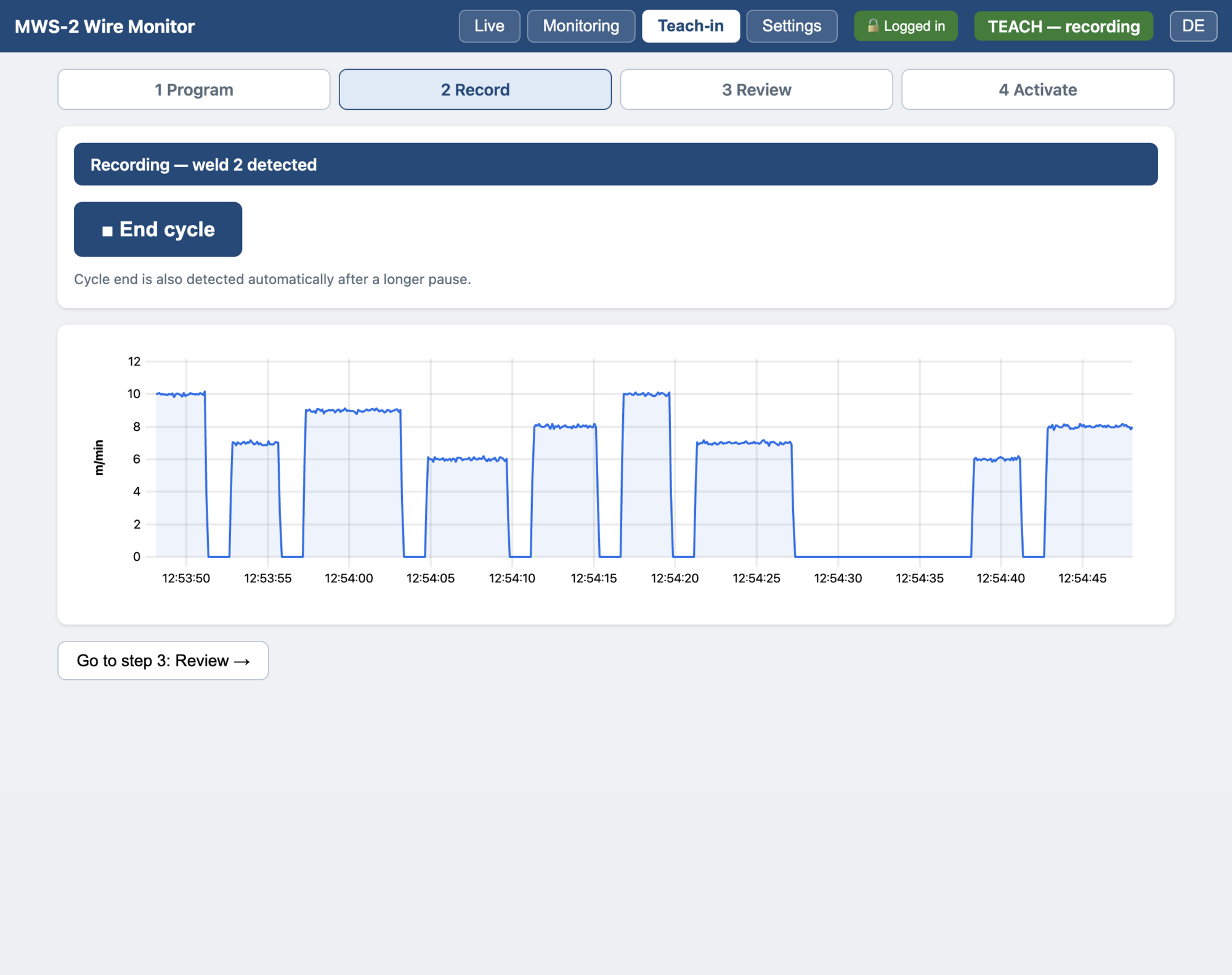
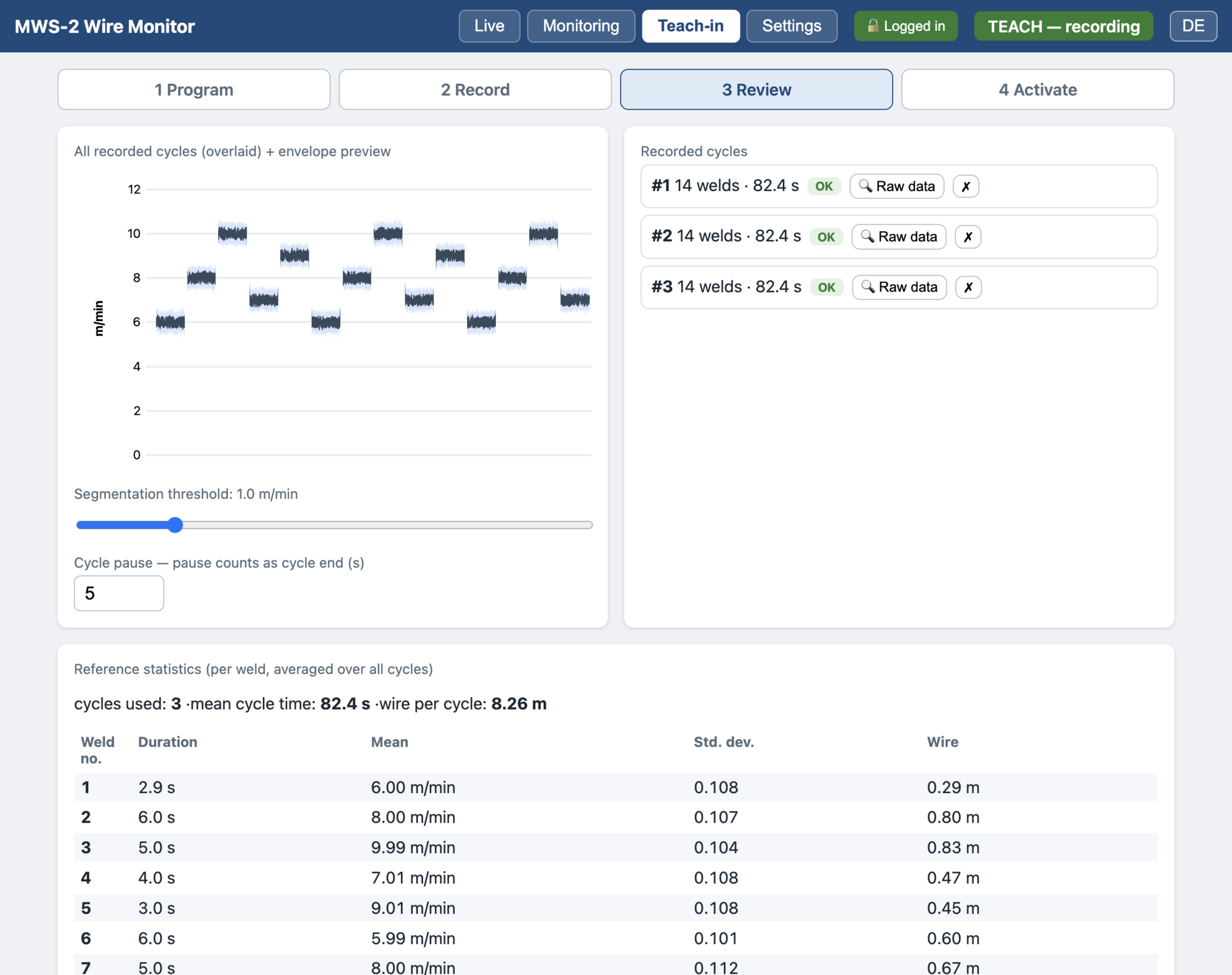
1 — Teach in your good part
Directly in the built-in web dashboard, no extra software: press Learn, run one complete part cycle under verified correct wire feeding, press Stop. Repeat for a handful of cycles — each recording appears in a list and can be reviewed or deleted. The system builds a mean curve with a statistical tolerance band (envelope) for every single weld, automatically compensating slight variations in weld duration.
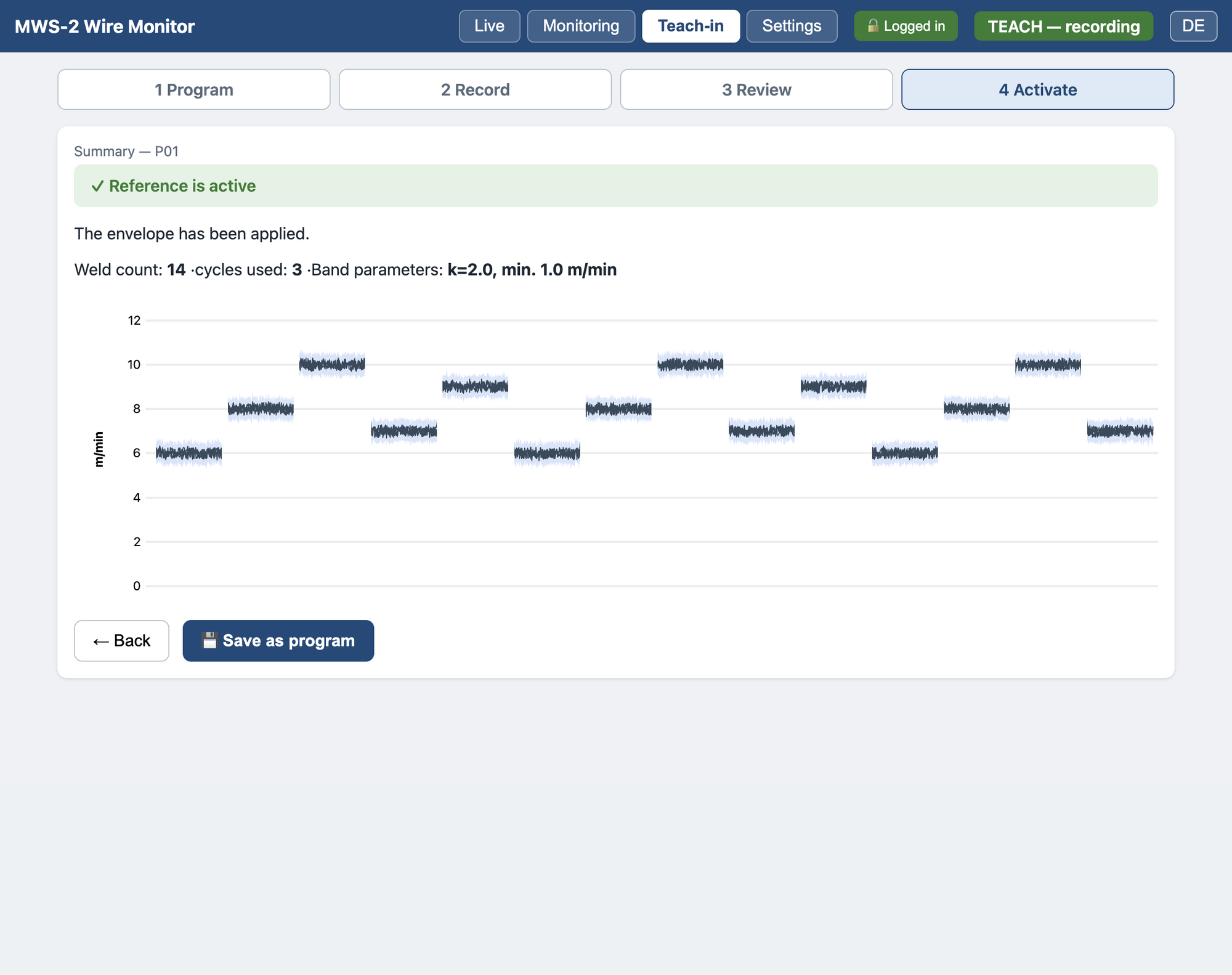
2 — Welds detect themselves
No wiring to the robot needed for segmentation: wire only moves while welding, so welds are detected straight from the wire signal itself. Weld 1, weld 2, … weld n — each weld is checked against its own reference; 20 or more welds per part are handled with ease. Wire inching and burn-back retract are filtered out automatically. Optionally, a program-start message via MQTT or a signal from the PLC makes the assignment fully deterministic.
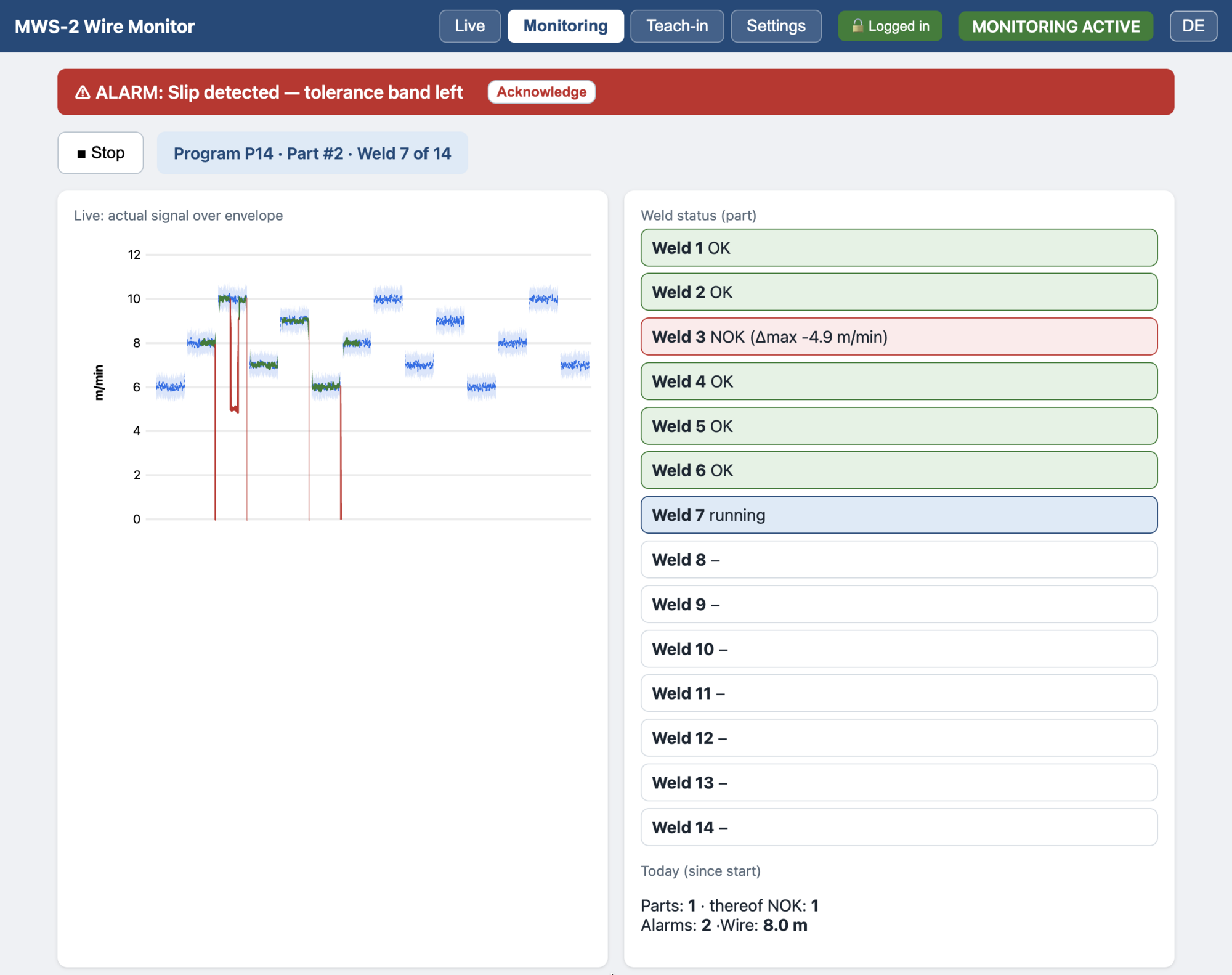
3 — Monitor every part in production
Two criteria run in parallel, live on every weld:
-
Envelope comparison — if the measured speed leaves the tolerance band for longer than an adjustable minimum duration, an alarm fires with exact part, weld, and time reference.
-
Per-weld statistics — mean speed, standard deviation, and fed wire length are tracked as trends across parts. Incipient slip shows up here first: slightly reduced mean, increased scatter, recurring short dips. You get an early warning while the parts are still good — and a wear indicator for rolls and wire guide at the same time.
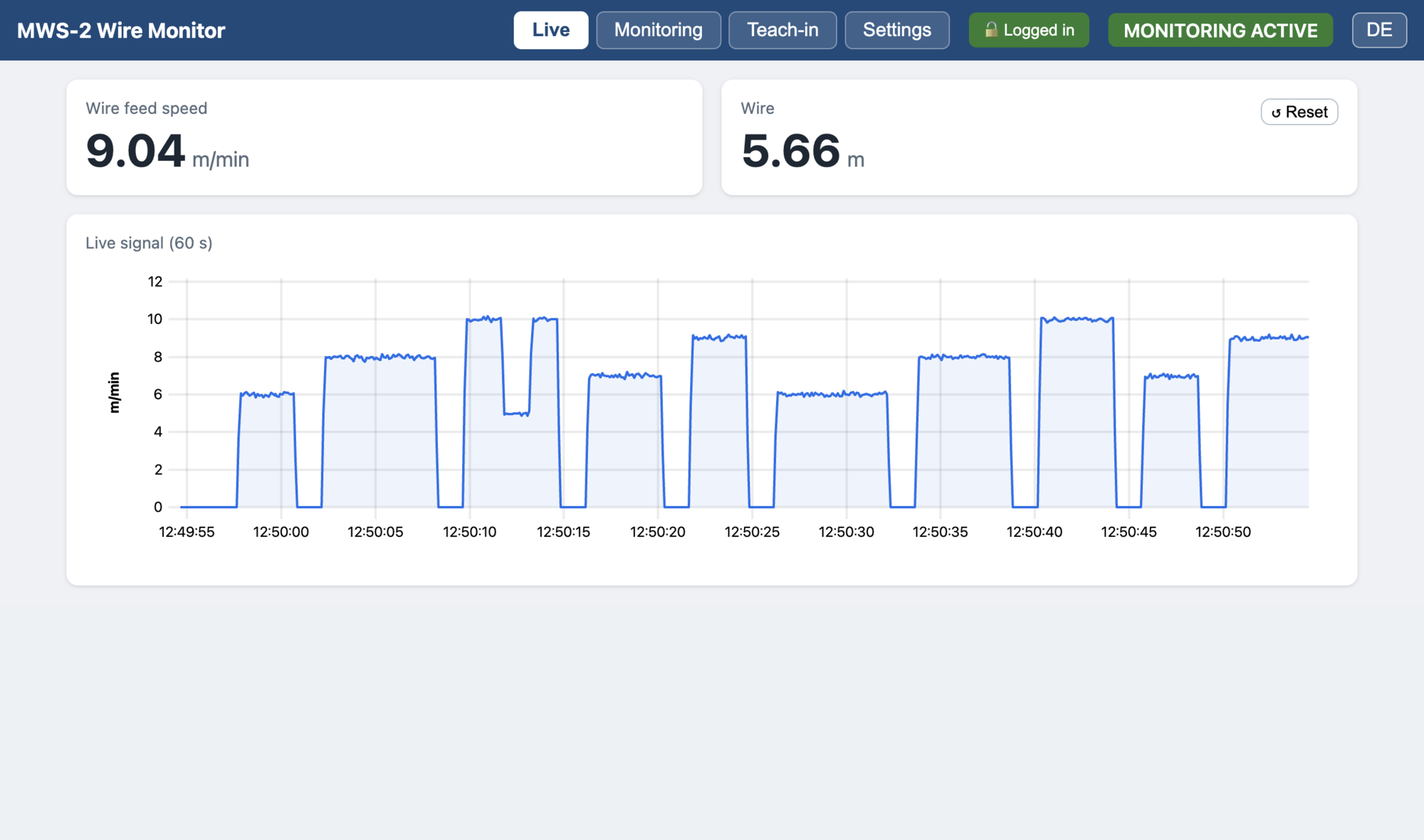
The dashboard shows the live signal on top of the taught-in envelope, with a position marker indicating which weld is currently running. Band violations are highlighted and logged in an event list — the operator sees at a glance whether the wire feed follows the good-part pattern.
Just need the measurement? That works too.
You don't have to use any of the monitoring intelligence. The MWS-2 is equally at home as a plain, precise wire speed gauge:
Mount the sensor, connect the box, subscribe to the MQTT topic — done. Each message carries a timestamp, the true wire speed in m/min, and the fed wire length in mm, at a configurable rate.
Live readout of speed and cumulative wire length in the browser — no teach-in, no configuration required.
Ideal for process development, welding labs, equipment builders, and data acquisition projects: anyone who simply needs trustworthy wire feed data in their MES, database, or measurement setup, without building a measuring chain themselves.
Start with the pure measurement task today — the full reference monitoring is already on board whenever you want to switch it on.
What you gain
| 100 % monitoring | Every weld of every part — without interfering with power source or robot controller. Retrofittable regardless of equipment manufacturer. |
| Immediate alarming | Slip is reported with exact part and weld assignment. Defective parts don't travel on unnoticed. |
| Predictive maintenance | Trend statistics reveal creeping roll and wire-guide wear early — planned maintenance instead of unplanned downtime. |
| Complete documentation | Wire feeding and wire consumption per part, archived as a quality record. |
| Exceptional value | A self-contained sensor at a fraction of the cost of controller-integrated monitoring solutions — no engineering project, no per-manufacturer integration, no external computer. The economics work out even for a single cell; a single prevented scrap part or one avoided line stop typically pays for the device. |
Technical highlights
-
Slip-free measurement of the true wire movement: two-roller mechanism, incremental encoder, 0.114 mm resolution
-
Wire diameters 0.8–1.6 mm · measuring range 0–50 m/min · accuracy 0.7 % (at 10 m/min, 0.1 s sampling)
-
All evaluation on board: segmentation, reference management, envelope and statistics run on the sensor box itself — no external computer, no additional software
-
Integrated web dashboard for teach-in, live view, and event history
-
Ethernet + MQTT (TLS-encrypted, up to 5 measurements/s) with timestamp, speed, and fed wire length per message — ready for MES/SCADA and cell-level automation
-
Per-program references for multiple part variants; re-teaching after process changes takes a few parts, at the push of a button
-
Mounts directly after the drive unit, without interfering with the welding process
Good to know
The MWS-2 detects deviations from the taught-in good condition — it complements, not replaces, the initial qualification of your welding process. After changes to welding parameters or the robot program, simply re-teach the reference: a few parts, one button.
Technical data
| Wire Diameter Range | 0.8 mm – 1.6 mm (larger on request) |
| Encoder Resolution | 0.028601 mm, 600 pulses per revolution |
| Accuracy | 0.7 % at 10 m/min and 0.1 s sample rate |
| Interface | Ethernet (10/100 Mbit/s) |
| Data Output Protocol | MQTT (3.1.1 and 5) |
| Web Interface | For configuration and real-time display |
| Supply voltage | 9 - 12 Volts DC |
| Network | DHCP, fixed IP |
| Message frequency | 0.1 - 5 per second |
| Encryption | TLS 1.3 |
| Wire feed speed | 0 - 50 m/min |
| Dimensions of sensor box | 160 x 100 x 60 mm (LxWxH) |
| Weight of sensor box | 0.55 kg |
| Weight of encoder | 0.40 kg |
| Protection | IP 20 |
MQTT-Message
JSON object with the following fields:
-
timestamp: millis – The time at which the measurement was recorded.
-
v: Float – The wire feed speed in meters per minute at the given timestamp.
-
mm: Float – The wire length in millimeters fed since the previous message.
Examples:
mws/dev1/speed
ts: 1783582121500
v: 4.54
mm: 37.83
ts: 1783582122000
v: 7.34
mm: 61.14
ts: 1783582122500
v: 6.79
mm: 56.59
JSON object with the following fields:
-
part: int – The number of the part
-
seam: int – The number of the seam
-
result: string - The result OK or NOK
mws/dev1/seam
part: 2
seam: 1
result: "OK"
part: 2
seam: 2
result: "NOK"
Scope of Delivery
- Sensor box with microcontroller and connectors for Ethernet, power supply (9–12 V DC), wire sensor, 12 V plug-in power supply, and PoE adapter.
- Wire sensor (encoder) with 1.5 m cable and plug.