





- Capacité multi-capteurs synchronisée dans le temps : courant, tension, dévidage et débit de gaz sur une base de temps commune
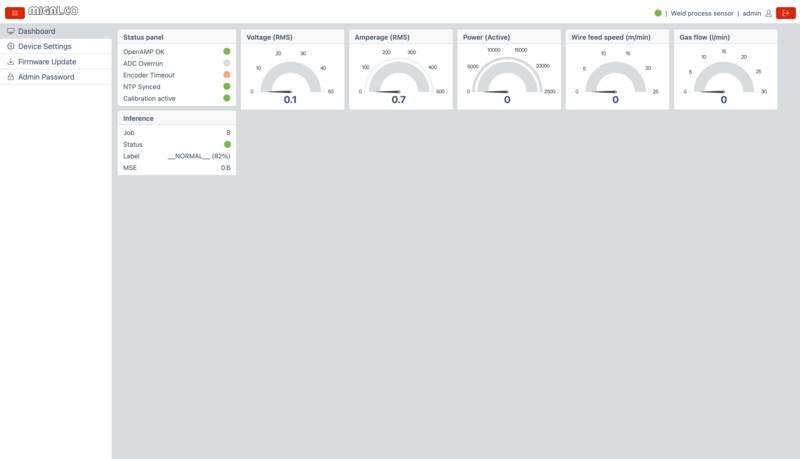
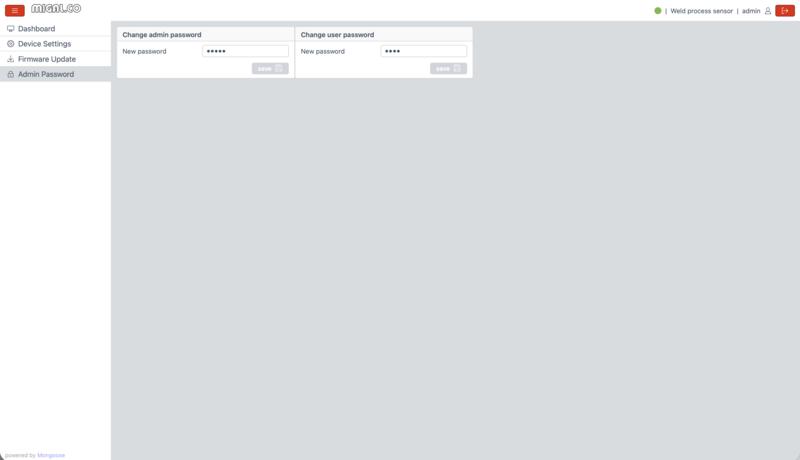
- Tableau de bord web pour la configuration, l'affichage en direct et les mises à jour de firmware
- Fréquence d'échantillonnage de 5 kHz : selon le théorème d'échantillonnage, les composantes de fréquence jusqu'à environ 2,5 kHz (fréquence de Nyquist) peuvent être mesurées sans ambiguïté
- Flux de données brutes haute vitesse (UDP) pour les tracés oscilloscope, FFT, diagrammes U-I et histogrammes – idéal pour les séries d'essais et le développement de modèles
- Fenêtres de mesure déterministes & numéros de séquence (timestamp + seq) pour une évaluation reproductible et la détection de pertes de paquets
- Calcul de caractéristiques sur l'appareil (RMS U/I, puissance active, valeurs statistiques) pour une détermination rapide des paramètres sans PC/cloud
- Télémétrie MQTT/JSON pour une intégration facile dans les configurations de laboratoire, les pipelines de données et les bases de données de séries temporelles (par ex. InfluxDB)
- Serveur OPC UA – interface standardisée pour l'intégration industrielle
- Indicateurs de diagnostic et de qualité dans le flux de données (par ex. dépassement ADC, timeout d'encodeur, synchro NTP) pour une validation propre des données
- Architecture double cœur (cœur de mesure + cœur de communication) pour une mesure stable même sous charge réseau et interface
- Synchronisation NTP pour des horodatages comparables entre plusieurs Sensorbox/postes de soudage
- RoboScope (Windows/macOS) pour l'analyse en direct : oscilloscope, FFT, diagramme en cascade, histogramme, U-I et densité U-I – rapidement du « signal » à l'« information »
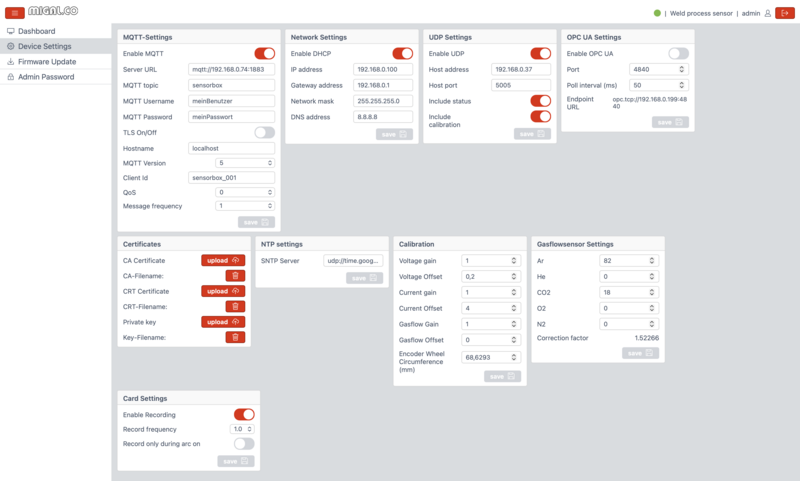
- Étalonnable via le point zéro, le gain et la circonférence de la roue de l'encodeur
- Calcul intégré du facteur de correction pour des mélanges gazeux arbitraires d'Ar, He, O₂, H₂ et N₂
- Fonction d'export des données de mesure au format weldx
- Transfert direct des valeurs mesurées dans les documents WPS-Maker
- Stockage et surveillance centralisée dans RoboCenter
- Modbus TCP (port 502) - connexion automate via le protocole Modbus standard (registres de maintien)
- Journalisation sur carte SD (CSV) – enregistrement automatique et synchronisé NTP de la tension, du courant, de la vitesse de dévidage et du débit de gaz de protection sur carte microSD, avec intervalle configurable et rotation quotidienne des fichiers
- Détection d'anomalies et classification des défauts assistées par IA
La MIGAL.CO Sensorbox est une plateforme modulaire de mesure et de communication basée sur microcontrôleur pour l'acquisition, le traitement et la transmission haute résolution des données de processus de soudage pour les procédés de soudage à l'arc. Elle a été développée pour l'environnement industriel de soudage exigeant et constitue la base technique de la surveillance des processus, de l'analyse qualité basée sur les données et, à terme, de la détection de défauts assistée par IA.
Avec la Sensorbox, l'utilisateur obtient les données de soudage directement à partir du processus – proprement horodatées, structurées en paquets et transmises en toute sécurité sur le réseau. Cela permet de :
- Rendre les processus de soudage transparents (au lieu de se fier au « ressenti »)
- Tracer les paramètres par cordon de soudure / job / poste de travail
- Alimenter les données dans InfluxDB, des tableaux de bord ou des systèmes cloud
- Mettre en œuvre une visualisation en temps réel (oscilloscope/spectre) ou de l'edge analytics
- Établir la base d'une détection automatisée des anomalies et des défauts
- Créer rapidement et facilement des descriptifs de mode opératoire de soudage (WPS) à partir de données de soudage réelles et mesurées
Architecture du système : la mesure en temps réel rencontre le réseau & l'analyse
À l'intérieur, un STM32H7 double cœur (Cortex-M7 + Cortex-M4) fonctionne avec une répartition claire des tâches :
- Cortex-M4 : gère la mesure critique en temps (haute fréquence, déterministe)
- Cortex-M7 : s'occupe de la préparation des données, de l'analyse, des protocoles, de la communication réseau et du contrôle du système
Les deux cœurs échangent des données via OpenAMP / RPMsg – avec une faible latence, un séquencement clair et une structure robuste.
Grandeurs mesurées : les paramètres de processus les plus importants capturés de manière synchrone
La Sensorbox capture actuellement :
- Courant de soudage
- Tension de soudage
- Débit de gaz
- Vitesse de fil
Le courant et la tension sont acquis avec une haute résolution temporelle via les CAN du STM32H7 en mode circulaire DMA. Une fréquence d'échantillonnage de 5 kHz est atteinte.
Le débit de gaz et la vitesse de fil sont entièrement intégrés et enregistrés de manière synchrone avec les grandeurs électriques – garantissant la référence temporelle et la corrélation entre tous les paramètres.
Chaque trame de mesure contient, outre les données brutes, des métadonnées importantes telles que :
- Horodatage
- Numéro de séquence
- Indicateurs d'état
- Paramètres d'étalonnage (gain/offset)
Cela permet de convertir précisément les données brutes en grandeurs physiques sur les systèmes en aval – de manière reproductible et traçable.
Traitement des données : indicateurs calculés directement sur l'appareil
Sur le Cortex-M7, les données sont déjà prétraitées et analysées. Les caractéristiques actuellement disponibles comprennent :
- Calcul de la valeur RMS et de la valeur moyenne
- Puissance active à partir du courant et de la tension
- Mise à l'échelle & acquisition du débit de gaz et de la vitesse de fil
Les données sont ensuite structurées en paquets et marquées d'identifiants uniques, afin de pouvoir être clairement attribuées à un job, un cordon de soudure ou un poste de travail.
Communication & mise en réseau : en toute sécurité vers l'IT – rapidement vers le temps réel
La Sensorbox est entièrement compatible réseau via Ethernet (pile TCP/IP LwIP) et offre deux chemins de données centraux :
MQTT sur TLS (mbedTLS) – pour l'IT, le cloud & les bases de données
Les données de processus (courant, tension, gaz, fil) sont transmises de manière cyclique (typiquement 0,1 à 5 secondes) – idéal pour :
- Connexions cloud/serveur
- Surveillance des processus & reporting
- Stockage dans des systèmes de séries temporelles (par ex. InfluxDB)
- Intégration sécurisée dans l'infrastructure IT existante
Flux temps réel UDP – pour les données en direct à haute fréquence
Pour les applications à haute fréquence et critiques en latence, il existe également un flux de données UDP. Grâce à celui-ci, les trames de mesure brutes (courant/tension) peuvent être envoyées à des systèmes externes pratiquement sans délai.
Les paquets UDP contiennent des en-têtes structurés (notamment magic number, numéros de séquence, horodatages, description de la charge utile) – garantissant que la synchronisation, la validation et la traçabilité restent robustes même en cas de perte de paquets.
Cas d'usage typiques :
- Visualisation en direct (affichage oscilloscope ou spectral)
- Systèmes rapides de contrôle/assistance
- Analyse en ligne sur edge ou PC
De plus, un serveur web intégré (Mongoose) est embarqué – pour le diagnostic, la configuration et de futures visualisations.
Serveur OPC UA – interface standardisée pour l'intégration industrielle
Pour une connexion facile aux plateformes SCADA/MES/IIoT, la Sensorbox fournit un serveur OPC UA (opc.tcp). Cela permet de lire les données de soudage de manière neutre vis-à-vis du fabricant et sans passerelles propriétaires par des clients OPC UA tels que UaExpert ou Node-RED.
Valeurs mesurées fournies (lecture seule) :
- Courant (RMS) [A]
- Tension (RMS) [V]
- Puissance [W]
- Débit de gaz [l/min]
- Vitesse de fil [m/min]
Les valeurs sont mises à jour de manière cyclique et disponibles dans le namespace ns=1 – idéal pour la surveillance en direct, la journalisation des données ou le traitement ultérieur dans des systèmes de niveau supérieur.
Base de temps & synchronisation : des données avec référence temporelle absolue
Pour une classification temporelle précise, la Sensorbox prend en charge la synchronisation temporelle SNTP/NTP. Toutes les valeurs mesurées sont marquées d'horodatages absolus – important pour :
- La corrélation de plusieurs Sensorbox
- Une analyse propre des séries temporelles
- Une évaluation ultérieure dans InfluxDB & systèmes similaires
Persistance & configuration : stockage robuste, même en cas de coupure de courant
Les paramètres d'appareil, de réseau et de sécurité (par ex. configuration IP, identifiants MQTT, adresse cible UDP, certificats TLS) sont stockés de manière persistante dans la mémoire flash interne.
Une stratégie de stockage robuste avec :
- Magic number
- Sommes de contrôle
- Des secteurs flash clairement définis
garantit que les configurations sont préservées même en cas de coupure de courant inattendue.
Journalisation sur carte SD : enregistrement des données de processus en local et indépendamment du réseau
Indépendamment de la disponibilité du réseau ou de l'infrastructure IT, la Sensorbox peut écrire les données de processus directement sur une carte microSD insérée, au format CSV — robuste, simple et immédiatement prêt pour l'analyse.
Chaque ligne contient un horodatage synchronisé NTP ainsi que les valeurs actuelles de tension, de courant, de vitesse de dévidage et de débit de gaz de protection. Les données sont directement utilisables dans Excel, Python ou tout outil d'analyse de votre choix.
Paramètres configurables (via le tableau de bord web) :
- Intervalle de journalisation — librement sélectionnable (par ex. 0,1 à 5 secondes)
- Filtre d'arc — journaliser uniquement pendant un processus de soudage actif (optionnel)
- Activer / désactiver — via le tableau de bord
Les fichiers sont organisés par date (AAAA-MM-JJ.csv) avec rotation automatique à minuit. Une synchronisation sur la carte est effectuée après chaque opération d'écriture, garantissant qu'aucune donnée n'est perdue même en cas de coupure de courant inattendue.
Cas d'usage typiques :
- Enregistrement à long terme sur des jours ou des semaines
- Sauvegarde en complément de la transmission MQTT
- Mise en service rapide — insérer la carte, activer la journalisation, terminé
- Fonctionnement autonome optionnel sans réseau (par ex. sur un chantier ou sur le terrain) — nécessite une pile bouton
En bref
La MIGAL.CO Sensorbox est le pont entre le processus de soudage et le monde des données :
Mesure précise, données de processus synchronisées, prétraitement sur l'appareil et transmission sécurisée ou compatible temps réel – prête pour la surveillance, l'analyse et le niveau supérieur d'assurance qualité.
Méthodes de mesure pour le courant, la tension et la puissance
Méthodes de mesure pour le courant, la tension et la puissance
La MIGAL.CO Sensorbox calcule des paramètres de processus précis pour la tension, le courant et la puissance à partir de données brutes haute fréquence à une fréquence d'échantillonnage de 5 kHz. La tension u(t) et le courant i(t) sont capturés dans de courtes fenêtres temporelles et évalués numériquement :
- Tension RMS (U_RMS) et courant RMS (I_RMS) sont les valeurs efficaces. Elles décrivent de manière fiable la grandeur électriquement « efficace » même lorsque le signal n'est pas sinusoïdal – comme c'est typique en soudage.
- La puissance (P) est calculée comme la moyenne de la puissance instantanée : pour chaque échantillon, u × i est calculé puis moyenné sur la fenêtre temporelle. On obtient ainsi une valeur de puissance stable qui reflète proprement les changements réels du processus (par ex. phases de court-circuit, instabilité de l'arc, influences du fil/du gaz).
Ces indicateurs constituent la base de la surveillance en direct, des analyses de tendance, de l'évaluation de la qualité et de la détection de défauts assistée par IA ultérieure.
Tension RMS :
\[ U_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} u[k]^2} \]
Courant RMS :
\[ I_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} i[k]^2} \]
Puissance active moyenne :
\[ P=\frac{1}{N}\sum_{k=0}^{N-1}\big(u[k]\cdot i[k]\big) \]
Données techniques
| Interface | Ethernet (10/100 Mbit/s) |
| Protocole de transmission des données | MQTT (3.1.1 et 5), UDP, OPC UA, Modbus TCP |
| Interface web | Pour la configuration et l'affichage en temps réel |
| Tension d'alimentation | 9 - 12 volts CC |
| Réseau | DHCP, IP statique |
| Fréquence des messages | MQTT : 0,1 - 5 par seconde, UDP : 50 trames × 256 valeurs par seconde |
| Chiffrement | MQTT : TLS 1.3, UDP binaire non chiffré |
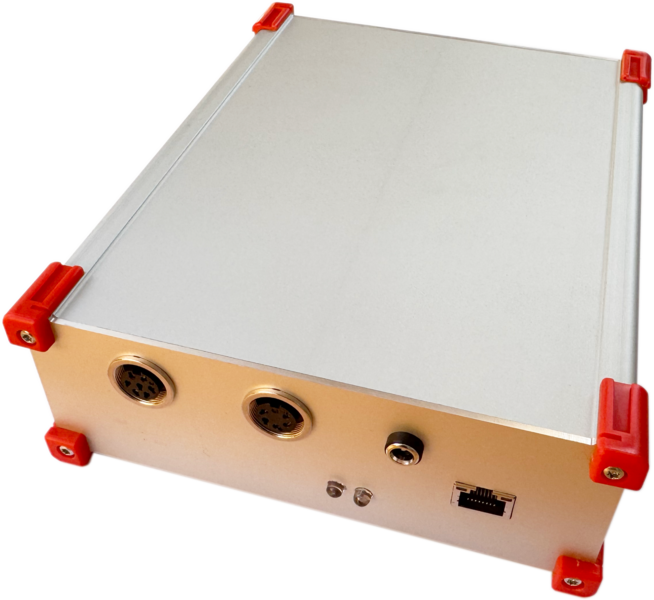
| Dimensions de la Sensorbox | 200 x 160 x 60 mm (L × l × H) |
| Poids de la Sensorbox | 1,1 kg |
| Indice de protection | IP 20 |
| Mesure de tension | - 60 à + 60 volts (CA, CC), +/- 1 % de la pleine échelle |
| Mesure de courant | - 600 à + 600 ampères (CA, CC), +/- 1 % de la pleine échelle |
| Plage de diamètre de fil | 0,8 mm – 1,6 mm (plus grand sur demande) |
| Résolution de l'encodeur | 0,114 mm, 600 impulsions par tour |
| Vitesse de dévidage | 0 - 20 m/min |
| Précision de la vitesse de fil | 0,7 % à 10 m/min et intervalle d'échantillonnage de 0,1 s |
| Poids de l'encodeur | 0,40 kg |
| Débit de gaz | 0,5 - 50 l/min |
| Précision du débit de gaz | +/- 3 % de la valeur maximale |
| Poids du capteur de débit de gaz | 0,10 kg |



Message MQTT
La Sensorbox transmet ses données de mesure et d'état dans un format JSON (JavaScript Object Notation) compact. Chaque message correspond à un instantané temporellement attribuable de manière unique du processus de soudage et contient à la fois des indicateurs de processus, des états système et des versions de firmware.
Temps & séquence
→ Utilisé pour la synchronisation avec d'autres systèmes (InfluxDB, tableau de bord, RoboScope, MES).
→ Permet de détecter les interruptions, les pertes de paquets ou les lacunes dans l'enregistrement.
Indicateurs électriques
→ Ces grandeurs permettent l'analyse de charge/d'énergie, l'évaluation de la stabilité du processus et la comparaison de jobs/paramètres.
Fil & gaz
→ Base de la surveillance du processus (par ex. dévidage insuffisant, blocage du fil, détection de défauts).
→ Déjà corrigé dans la Sensorbox, de sorte que l'utilisateur reçoit directement une valeur pertinente en pratique.
→ Transparence sur l'ampleur des ajustements apportés aux valeurs brutes en raison de l'étalonnage/de l'influence de l'environnement.
Objet d'état (santé & diagnostic)
Sous status, des indicateurs de diagnostic importants sont fournis sous forme de booléens :
→ Cela permet un diagnostic à distance sans que l'utilisateur ait besoin d'un accès direct au matériel.
Versions de firmware (traçabilité)
Exemple :
{
"ts": "2026-01-21T10:15:23.123Z",
"seq": 4711,
"u_rms": 23.45,
"i_rms": 156.78,
"p_rms": 3680.2,
"wire_m_min": 8.50,
"gas_l_min": 12.30,
"gas_cf": 1.07,
"status": {
"openamp_ok": true,
"adc_overrun": false,
"encoder_timeout": false,
"ntp_synced": true
},
"fw": {
"m7": "1.0.3",
"m4": "1.0.3"
}
}Flux UDP haute vitesse (paquet de données brutes)
Pour une analyse haute résolution (vue oscilloscope, histogrammes, détection d'événements), la Sensorbox envoie en outre un flux de données UDP binaire/de type CSV parallèlement à la télémétrie JSON. Chaque paquet UDP contient un en-tête avec des métadonnéessuivi d'un bloc d'échantillons bruts ADC pour la tension et le courant.
1) En-tête du paquet (métadonnées)
→ Cela permet au récepteur d'identifier de manière fiable les données comme une « trame Sensorbox » et de rejeter les paquets erronés ou étrangers.
Horodatage en millisecondes.
→ Permet un affichage temporellement correct (par ex. tracé en direct), la journalisation et la synchronisation avec d'autres sources.
Numéro de séquence séquentiel.
→ Les pertes de paquets ou les erreurs d'ordre (UDP !) deviennent immédiatement visibles.
Nombre d'échantillons par canal dans ce paquet.
→ Un paquet est un « bloc de données » (trame) d'une portée précisément définie.
Débit de gaz actuel (l/min) comme méta-information pour le bloc d'échantillons.
→ Pratique pour corréler directement les données d'oscilloscope avec les paramètres de processus.
Vitesse de dévidage (m/min) au même instant.
→ Peut être 0 si le fil est immobile ou en cas de problème d'encodeur/de signal.
Masque de bits pour les états système/indicateurs d'erreur (par ex. dépassement ADC, timeout d'encodeur, OpenAMP OK, synchro NTP).
→ Diagnostic sans requêtes supplémentaires – chaque paquet transporte son état de santé.
Paramètres d'étalonnage/de conversion.
→ Cela permet au récepteur de convertir les données brutes en grandeurs physiques (ou de stocker délibérément les données brutes et de les reconstruire ultérieurement avec les mêmes paramètres).
2) Données d'échantillons (charge utile)
Après l'en-tête, un tableau/une séquence suit :
→ À partir de cela, le récepteur peut :
- Générer des tracés oscilloscope (u(t), i(t))
- Calculer RMS/puissance/stabilité de l'arc
- Détecter les pics, courts-circuits, événements de projection
- Créer des histogrammes/distributions (par ex. distribution du courant par job)
Pourquoi UDP ?
UDP est idéal pour le streaming en direct de grands volumes de données :
- Très faible latence
- Faible surcharge de protocole
- « Best effort » (perte de paquets possible) → d'où : seq dans l'en-tête
Pour un stockage/une reconstitution robustes, les canaux de télémétrie « lents » (par ex. JSON via MQTT/HTTP) sont généralement utilisés en parallèle, tandis que l'UDP sert à la visualisation en temps réel (RoboScope).
Exemple de code Python pour afficher le flux UDP dans le terminal (appeler par ex. avec python3 udp_dump.py 9000) :
#!/usr/bin/env python3
import argparse
import socket
import struct
import math
MAGIC_OSCI = 0x3143534F # "OSCI"
FLAG_STATUS = 0x0001
FLAG_CAL = 0x0002
BASE_HDR_FMT = " len(buf):
return None
off = BASE_HDR_LEN
ts_ms, = struct.unpack_from(" header_len:
return None
status, = struct.unpack_from(" header_len:
return None
u_gain, u_offset, i_gain, i_offset = struct.unpack_from("> 16) & 0xFFFF
off += 4
# physikalisch (falls Gain/Offset gesetzt)
u = u_raw * u_gain + u_offset
cur = i_raw * i_gain + i_offset
u_vals.append(u)
i_vals.append(cur)
print(f"{i:4d}: u_raw={u_raw:5d} i_raw={i_raw:5d} u={u:.3f} i={cur:.3f}")
if args.rms and nprint > 0:
u2 = sum(x*x for x in u_vals) / nprint
i2 = sum(x*x for x in i_vals) / nprint
p = sum(u_vals[j] * i_vals[j] for j in range(nprint)) / nprint
print(f"-> U_rms={math.sqrt(u2):.3f} I_rms={math.sqrt(i2):.3f} P_mean={p:.3f} (über {nprint} Samples)")
if __name__ == "__main__":
main()
Nœuds de variables OPC UA
Le serveur expose 5 variables en lecture seule dans le namespace ns=1 :
| Variable | NodeID | Type | Unité | Description |
|---|---|---|---|---|
| Courant | ns=1;i=6001 | Double | A | Valeur efficace (RMS) |
| Tension | ns=1;i=6002 | Double | V | Valeur efficace (RMS) |
| Puissance | ns=1;i=6003 | Double | W | Puissance instantanée |
| Débit de gaz | ns=1;i=6004 | Double | l/min | Débit volumique corrigé |
| Vitesse de fil | ns=1;i=6005 | Double | m/min | Basée sur l'encodeur |
Modbus TCP (connectivité automate)
Modbus TCP est un protocole industriel largement utilisé pour la communication entre les automates programmables industriels (API) et les appareils de terrain. La Sensorbox fournit un serveur Modbus TCP intégré qui permet à un automate de lire directement les principaux paramètres de processus de soudage sous forme de registres de maintien (Holding Registers).
Cette interface peut être étendue avec des registres inscriptibles, permettant à un automate ou à un contrôleur de robot de transmettre activement des informations à la Sensorbox – telles que l'ID du cordon de soudure actuel, le numéro de job ou le numéro de programme. Cela permet une traçabilité complète et une documentation qualité pour chaque cordon de soudure individuel.
Votre contrôleur de robot peut ainsi communiquer en temps réel avec la Sensorbox – la base d'une assurance qualité automatisée dans une production de soudage connectée.
Contactez-nous – nous développerons avec vous l'intégration adaptée à votre infrastructure d'automatisation existante.
Étendue de la livraison
- Sensorbox avec microcontrôleur et connecteurs pour Ethernet, alimentation (9–12 V CC) et encodeur, alimentation enfichable 12 V et adaptateur PoE, connecteur de câble à 3 broches pour la mesure de tension avec câble de mesure torsadé de 5 m.
- Capteur de fil (encodeur) avec câble de 1,5 m et connecteur à 5 broches.
- Capteur de gaz avec câble de 2 m et connecteur à 7 broches.
Logiciel RoboScope pour la visualisation des données de soudage
RoboScope est le logiciel PC compagnon de la MIGAL.CO Sensorbox et est disponible pour Windows et macOS. Il sert à la visualisation en direct, à l'analyse, à l'enregistrement et au diagnostic des données de processus de soudage capturées – idéal pour la mise en service, l'optimisation des processus et le dépannage directement au poste de travail ou en laboratoire.
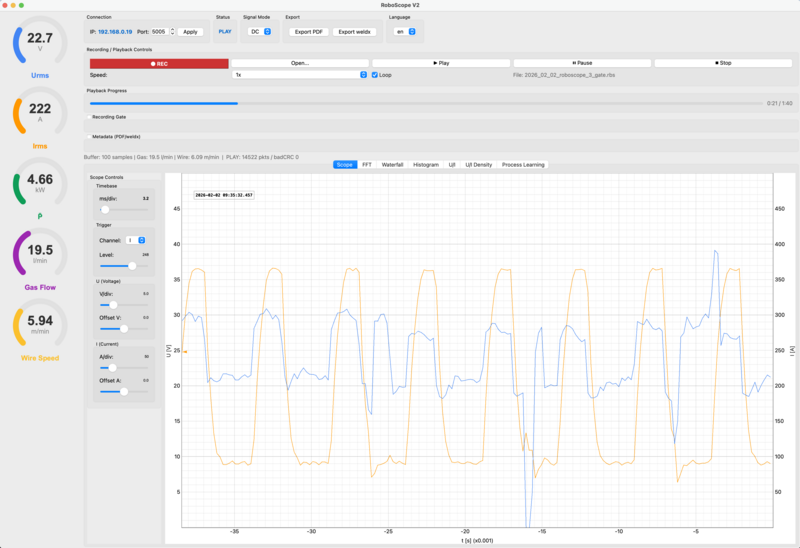
Visualisation en direct (oscilloscope)
RoboScope affiche les formes d'onde du courant et de la tension en temps réel (généralement via le flux temps réel UDP). Cela rend immédiatement visibles les pics, creux, instabilités ou motifs de signal inhabituels.
Analyse spectrale (FFT)
RoboScope offre un affichage spectre/FFT pour analyser les composantes de fréquence dans les signaux de mesure. Cela est particulièrement utile pour identifier les perturbations, oscillations ou motifs récurrents dans le processus.
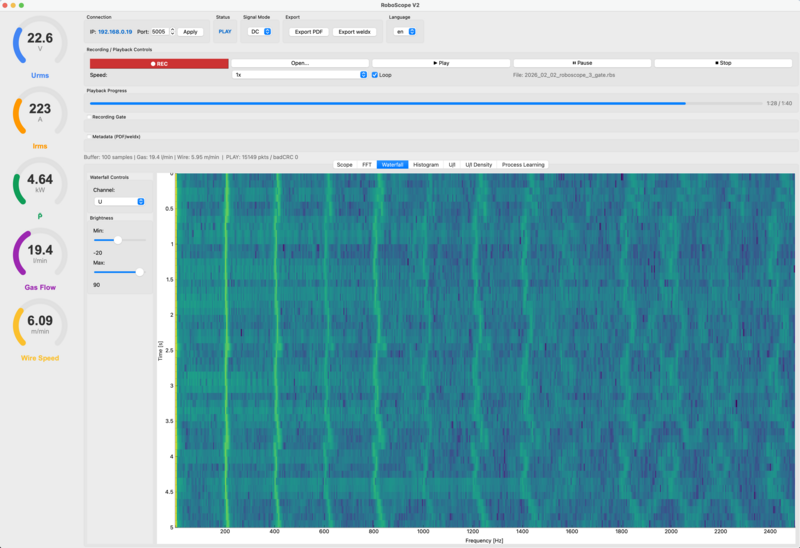
Outre la vue FFT, RoboScope fournit un diagramme en cascade (spectrogramme). Alors que la FFT ne montre que « l'instant présent » sous forme de spectre de fréquence, le diagramme en cascade affiche les composantes de fréquence au fil du temps – c'est-à-dire une analyse spectrale 3D (fréquence × temps × amplitude/couleur).
- axe x : fréquence (Hz)
- axe y : temps (s), par ex. les 0 à 5 dernières secondes, les nouveaux spectres apparaissant en haut et « défilant » vers le bas
- Couleur / intensité : force ou amplitude du signal (généralement en dB)
Cela permet de voir d'un coup d'œil si et quand certaines fréquences apparaissent, comment les perturbations évoluent, si les fréquences dérivent, s'il existe des motifs périodiques, ou si des oscillations n'apparaissent que brièvement.
Cela est particulièrement utile pour :
- Trouver des perturbations variables dans le temps (par ex. impulsions EMI, changements de charge)
- Observer les résonances/oscillations
- Rendre visibles les motifs récurrents dans le processus
- Comparer les différences entre U et I au fil du temps
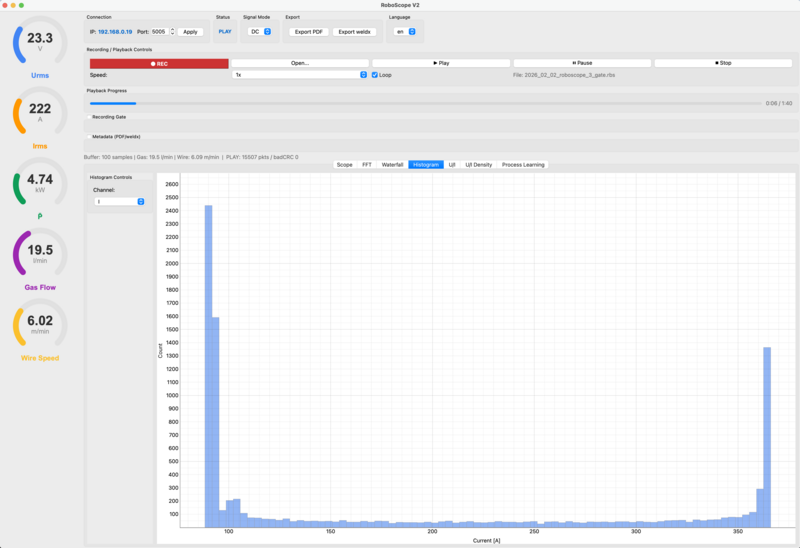
Histogramme
La vue histogramme permet d'évaluer la distribution des valeurs mesurées sur une période. Cela révèle rapidement si le processus est stable (distribution étroite) ou si dispersion et valeurs aberrantes apparaissent – une base précieuse pour l'évaluation de la qualité, la comparaison de jobs et la dérivation de valeurs limites pertinentes.
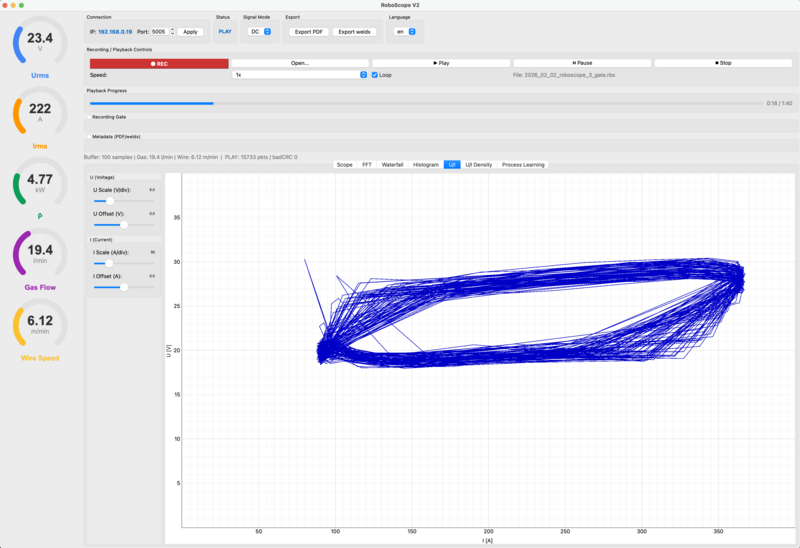
Diagramme U-I (tracé caractéristique)
Le diagramme U-I trace la tension (U) en fonction du courant (I) – c'est-à-dire non pas dans le temps, mais comme un nuage de points/une courbe dans l'espace caractéristique. Chaque point de mesure du flux en direct est tracé sous forme de paire (U, I). Cela offre une vue d'ensemble de la façon dont le processus « se comporte électriquement ».
- Nuage compact, stable / trace étroite → le processus se déroule de manière fluide et reproductible.
- Nuage large, valeurs aberrantes, sauts → dispersion, instabilité, événements indésirables (par ex. transitions court-circuit/arc, problèmes de contact, perturbations).
- Rendre visibles les motifs de processus : de nombreux procédés de soudage produisent des formes caractéristiques (boucles/clusters). Les changements de dévidage, de gaz, de tube contact, de pince de masse, de paramètres, etc. décalent ou déforment cette signature – souvent reconnaissable plus tôt que dans le tracé temporel.
- Comparaison de jobs/configurations : le diagramme U-I est excellent pour comparer directement deux jobs ou deux états : même forme = comportement de processus similaire, forme différente = le paramètre/le processus a changé.
- Valeurs limites & logique qualité : à partir du nuage, on peut dériver des plages caractéristiques (« zone de processus » admissible). Dès que des points apparaissent en dehors, RoboScope peut l'interpréter comme une indication d'écarts/de défauts.
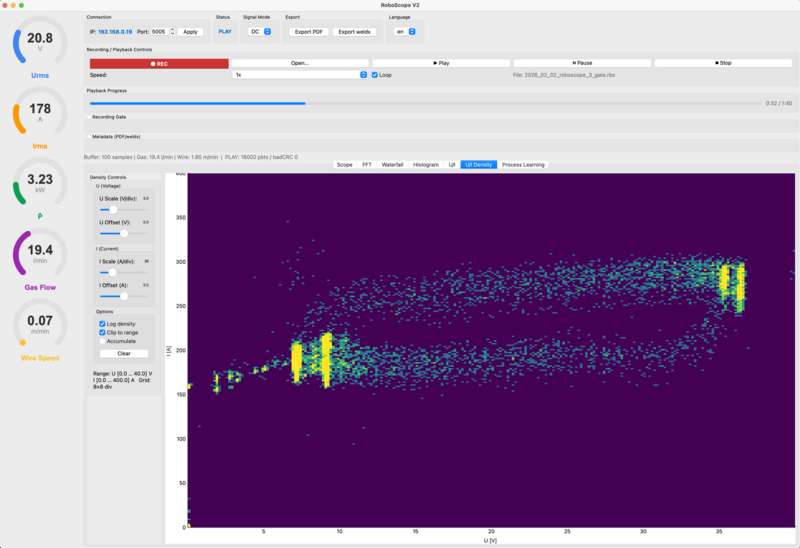
Le diagramme de densité U-I (carte thermique de densité) montre la distribution de la tension U et du courant I sous forme de nuage de points avec coloration par fréquence. Au lieu d'afficher le signal dans le temps, chaque échantillon de mesure est placé comme un point dans le système de coordonnées U-I : axe x = U (V), axe y = I (A). L'intensité de la couleur indique la fréquence d'apparition d'une combinaison particulière de U et I – les zones claires signifient « fréquent », les zones sombres « rare ».
Cela permet une évaluation très rapide du processus :
- Stabilité & dispersion : un nuage compact et dense indique un processus stable ; une large dispersion indique une instabilité ou des fluctuations.
- États du processus : plusieurs nuages/clusters peuvent indiquer différents états de fonctionnement ou transitions.
- Valeurs aberrantes : les événements rares (pics, perturbations) deviennent visibles sous forme de zones peu peuplées.
- Fenêtre de processus : la distribution de densité permet d'identifier les plages de fonctionnement typiques et de définir les zones limites.
Enregistrement, relecture & export
RoboScope peut enregistrer les données de mesure, les rejouer (replay) pour des analyses ultérieures et les exporter pour des évaluations externes. Cela facilite la documentation, l'analyse des causes profondes et le traitement ultérieur dans des outils personnalisés.
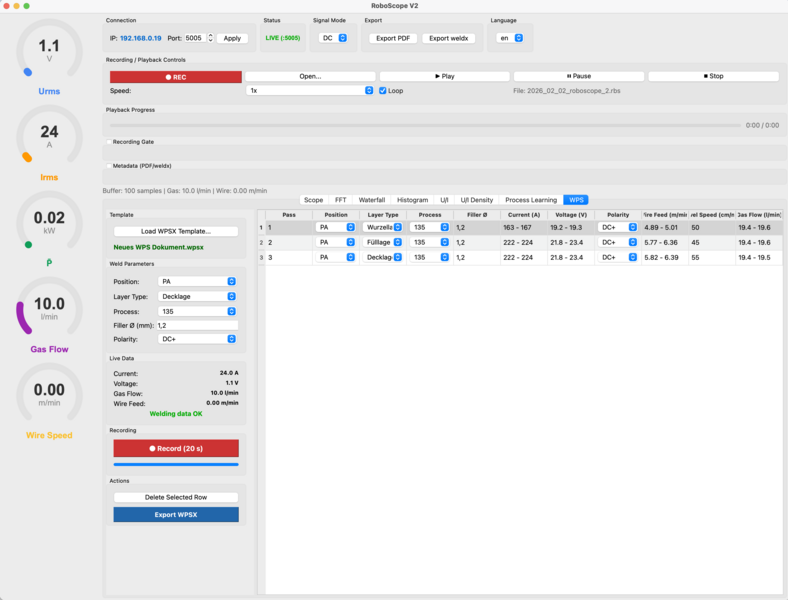
Capturez les données de soudage et exportez-les directement dans un modèle WPS-Maker 2 (.wpsx). Les cordons de soudure individuels sont enregistrés pendant 20 secondes et ajoutés à une liste modifiable par la suite. Une fois la liste complète, elle est exportée vers un nouveau fichier .wpsx, qui peut ensuite être édité dans WPS-Maker 2.
De plus, RoboScope prend en charge l'export des données de mesure enregistrées au format ouvert weldx.
Cela permet de stocker les données de processus de soudage haute résolution de manière structurée, durable et neutre vis-à-vis du fabricant.
Les fichiers weldx exportés contiennent les signaux de mesure résolus dans le temps (par ex. courant, tension, dévidage, débit de gaz) y compris la base de temps et les métadonnées, et peuvent ensuite :
- Être complétés par des données de processus et de contexte supplémentaires (par ex. géométrie du cordon, informations sur le composant, WPS)
- Être traités dans des environnements d'analyse et de recherche externes
- Servir de base à l'assurance qualité, à la traçabilité et à l'évaluation assistée par IA
Ainsi, RoboScope comble l'écart entre le diagnostic en direct au poste de soudage et la documentation durable et axée sur les données du processus de soudage.
Diagnostic & surveillance
Outre les courbes, RoboScope fournit également des informations techniques telles que les horodatages, les numéros de séquence et l'état des paquets. Cela permet de vérifier rapidement si les données arrivent complètement, de manière synchrone et plausible – particulièrement utile pour les questions de réseau ou d'intégration.
Comparaison de processus avec rapport d'analyse IA
Deux soudures. Un rapport clair. En quelques secondes.
L'onglet Comparaison de RoboScope transforme ce qui prend normalement des heures dans un laboratoire de soudage en un seul clic : un rapport robuste et reproductible sur ce qui a réellement changé entre deux processus – physiquement, et non au ressenti.
Comment ça fonctionne
- Chargez deux enregistrements. N'importe quels fichiers .rbs – du laboratoire, des essais de présérie ou directement de la Sensorbox en atelier. RoboScope détecte automatiquement chaque soudure individuelle qu'ils contiennent.
- Choisissez une méthode. Neuf visualisations superposées, chacune mettant en évidence un aspect différent de l'arc.
- Générez le rapport IA. Un clic – RoboScope extrait plus de 20 grandeurs physiques par enregistrement, calcule les écarts relatifs et les transmet à un modèle d'IA qui les transforme en un rapport concis en langage clair.
Neuf méthodes de comparaison – un clic par perspective
| Méthode | Ce qu'elle montre |
|---|---|
| DSP / fréquence des gouttelettes | Décalages des fréquences de processus dominantes – par ex. le rythme de transfert de métal |
| Statistiques de court-circuit | Nombre, taux et distribution de durée des courts-circuits |
| Impédance Z(t) | Résistance dynamique de l'arc au fil du temps |
| Enveloppe RMS | Superposition directe de I, U ou P |
| Diagramme de phase U/I | Caractéristique de l'arc sous forme d'image dans l'espace de phase |
| Différence d'ondelettes | Où, dans le plan temps-fréquence, les processus divergent-ils ? |
| Diagramme de Poincaré | Stabilité et variabilité cycle à cycle (SD1/SD2) |
| Spectre de cohérence | Couplage dépendant de la fréquence entre courant et tension |
| Corrélation croisée U/I | Décalage temporel entre les événements de tension et de courant |
Chaque méthode est accompagnée d'une brève explication intégrée à l'application – compréhensible sans diplôme en traitement du signal.
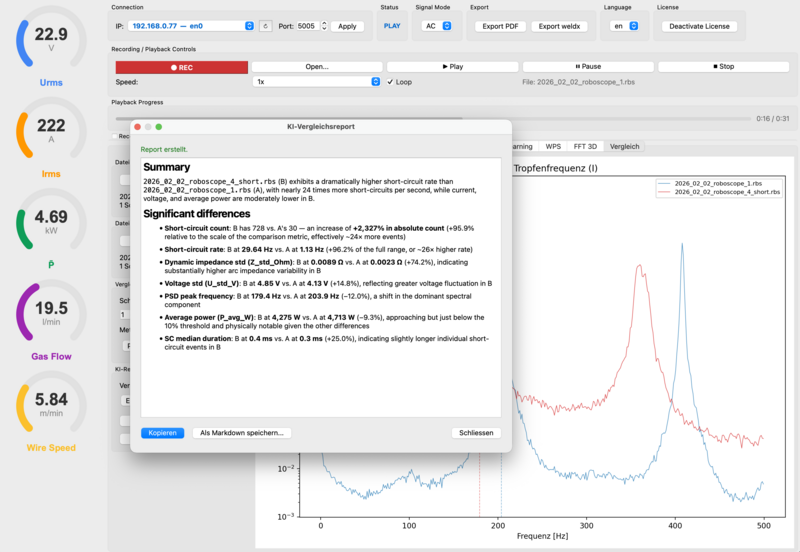
Le rapport d'analyse IA
D'une simple pression sur un bouton, RoboScope analyse soit une seule soudure sélectionnée, soit toutes les soudures des deux enregistrements et produit un rapport structuré :
- Résumé – une ou deux phrases décrivant ce qui diffère entre A et B.
- Différences significatives – les grandeurs évaluées avec valeurs absolues et écart en pourcentage. Seuls les éléments dont la différence est physiquement pertinente sont listés (règle empirique : > 10 %).
Le rapport est diffusé en temps réel, disponible en allemand ou en anglais, peut être copié ou enregistré sous forme de fichier Markdown, et est donc prêt pour la documentation de réception et les audits immédiatement.
Quelles grandeurs alimentent le rapport
- Courant & tension : RMS, moyenne, écart-type, crête à crête
- Puissance : puissance instantanée moyennée
- Comportement en court-circuit : nombre, taux (Hz), durée moyenne et médiane, dispersion
- Spectre : fréquence de pic DSP et puissance de bande 1 – 500 Hz
- Impédance de l'arc : moyenne et écart-type de la résistance dynamique
- Stabilité : grandeurs de Poincaré SD1 / SD2
- Couplage U/I : cohérence moyenne dans la bande 50 – 500 Hz
La comparaison repose entièrement sur ces grandeurs objectives – l'IA n'interprète pas de données absentes du signal et n'offre délibérément aucune spéculation sur les causes profondes ni aucune recommandation. Cela maintient le rapport traçable et compatible avec les audits.
Confidentialité & maîtrise des coûts
- La clé d'API Anthropic est stockée localement et chiffrée sur la machine de l'utilisateur – pas dans le cloud, pas dans l'enregistrement.
- L'analyse s'exécute à la demande : vous décidez quand un rapport est généré.
Cas d'usage typiques
- Validation de WPS : la production correspond-elle toujours au procès-verbal de qualification de mode opératoire ?
- Comparaison machine à machine : le robot #2 fournit-il vraiment le même processus que le robot #1 ?
- Changement de lot de fil : le nouveau lot a-t-il un effet mesurable sur l'arc ?
- Comparaison d'équipes : le processus dérive-t-il entre l'équipe du matin et celle du soir ?
- Analyse de réclamation : en quoi le cordon rejeté diffère-t-il réellement d'un cordon connu comme bon ?
De la comparaison à la surveillance continue
Avec la MIGAL.CO Sensorbox, une comparaison ponctuelle devient un outil qualité continu : sur demande, RoboScope génère un modèle d'IA du processus de référence et le déploie directement sur la Sensorbox. Là, elle surveille le processus de soudage de manière autonome – sans PC, sans cloud – et signale les anomalies via MQTT, OPC UA, Modbus TCP ou tableau de bord web.
De l'arc à la décision. Sans détour par des heures de défilement de tracés.


Surveillance des processus assistée par IA
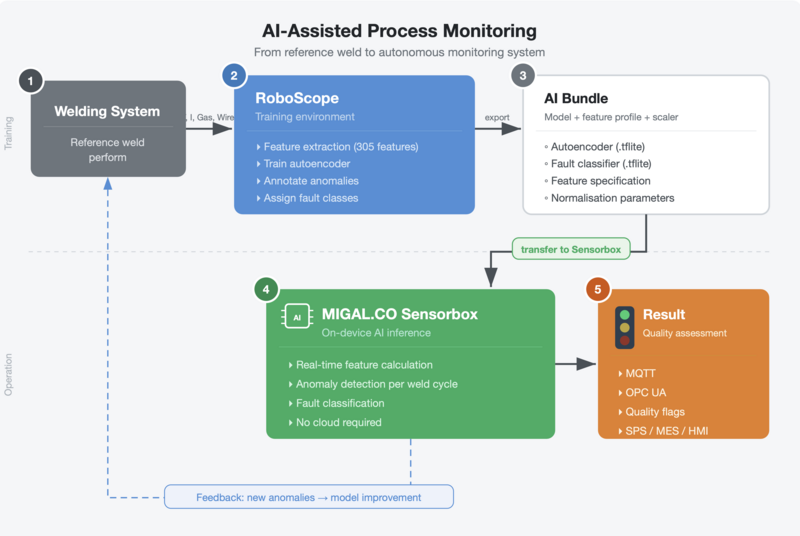
La Sensorbox intègre un moteur d'inférence IA. Des modèles de détection d'anomalies entraînés s'exécutent directement sur le Cortex-M7 — sans PC, serveur IA ou connexion cloud, en temps réel.
Cette fonctionnalité est mise en œuvre au cas par cas, car l'intégration dans les flux de production existants — en particulier l'attribution de jobs de soudage à des profils de surveillance — est adaptée individuellement à l'environnement de chaque client.
Le principe : à l'aide du logiciel RoboScope, une soudure de référence sert à créer un modèle de l'état normal du processus. Ce modèle est transféré à la Sensorbox, qui évalue ensuite chaque cycle de soudage de manière autonome. Les écarts sont détectés et peuvent être transmis aux systèmes de contrôle via MQTT ou OPC UA.
Caractéristiques principales :
- Inférence sur l'appareil sans dépendance au cloud
- Détection automatique des anomalies basée sur des caractéristiques de processus multidimensionnelles
- Classification optionnelle des défauts (par ex. porosité, projections, interruptions de cordon)
- Plusieurs profils de surveillance pour différentes tâches de soudage
- Résultats sous forme d'indicateurs de qualité dans le flux de données MQTT existant
Périmètre de projet typique :
- Sélection et configuration des caractéristiques pertinentes pour le processus
- Entraînement du modèle à partir de soudures de référence sur la machine
- Intégration avec le système de gestion des jobs du client (automate, MES ou contrôleur de robot)
- Mise en service et validation en production réelle
Contactez-nous — nous déterminerons avec vous comment la surveillance par IA s'intègre dans votre environnement de fabrication.
Informations complémentaires
 Manuel4 Mo
Manuel4 Mo Firmware Sensorbox 1.1.0896 Ko
Firmware Sensorbox 1.1.0896 Ko RoboScope Package MacOS270 Mo
RoboScope Package MacOS270 Mo