
- Capacidad multisensor sincronizada en el tiempo: corriente, tensión, alimentación de hilo y caudal de gas con una base de tiempo común
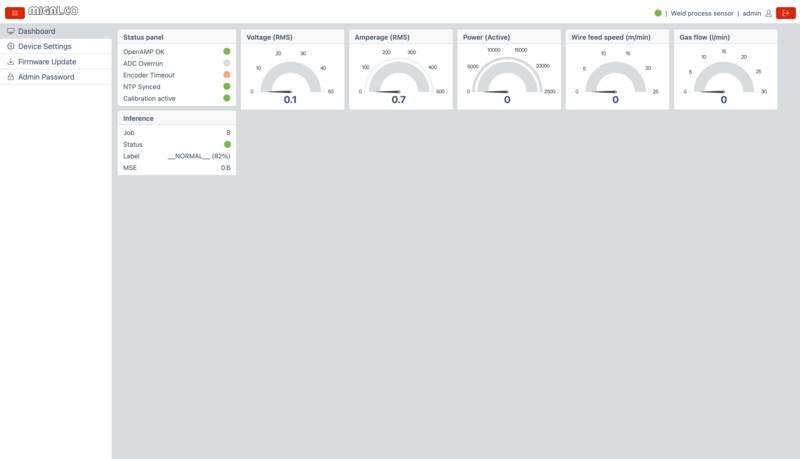
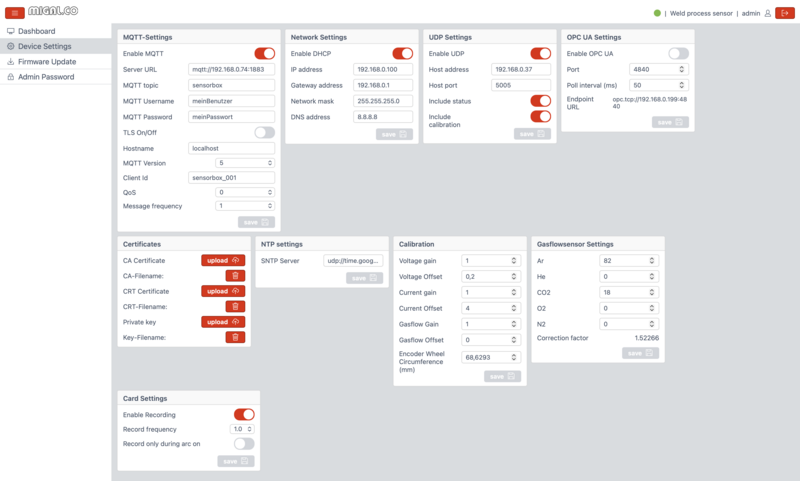
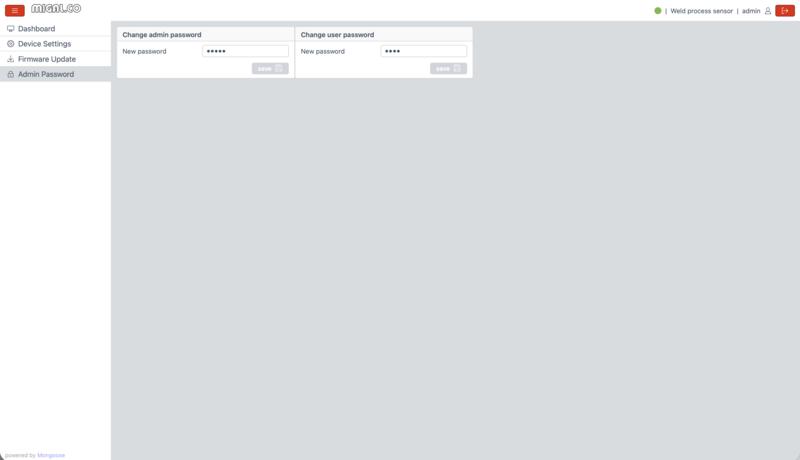
- Panel de control web para configuración, visualización en directo y actualizaciones de firmware
- Frecuencia de muestreo de 5 kHz: según el teorema de muestreo, las componentes de frecuencia hasta aprox. 2,5 kHz (frecuencia de Nyquist) pueden medirse sin ambigüedad
- Flujo de datos en bruto de alta velocidad (UDP) para trazas de osciloscopio, FFT, diagramas U-I e histogramas – ideal para series de ensayos y desarrollo de modelos
- Ventanas de medición deterministas & números de secuencia (timestamp + seq) para una evaluación reproducible y la detección de pérdida de paquetes
- Cálculo de características en el dispositivo (U/I RMS, potencia activa, valores estadísticos) para una rápida determinación de parámetros sin PC/nube
- Telemetría MQTT/JSON para una integración sencilla en configuraciones de laboratorio, canalizaciones de datos y bases de datos de series temporales (p. ej. InfluxDB)
- Servidor OPC UA – interfaz estandarizada para la integración industrial
- Indicadores de diagnóstico y de calidad en el flujo de datos (p. ej. desbordamiento del ADC, timeout del encóder, sincronización NTP) para una validación de datos limpia
- Arquitectura de doble núcleo (núcleo de medición + núcleo de comunicación) para una medición estable incluso bajo carga de red e interfaz
- Sincronización NTP para marcas de tiempo comparables entre varias Sensorbox/estaciones de soldadura
- RoboScope (Windows/macOS) para el análisis en directo: osciloscopio, FFT, diagrama en cascada, histograma, U-I y densidad U-I – rápidamente de la "señal" a la "información"
- Calibrable mediante punto cero, ganancia y circunferencia de la rueda del encóder
- Cálculo integrado del factor de corrección para mezclas de gases arbitrarias de Ar, He, O₂, H₂ y N₂
- Función de exportación de los datos de medición en formato weldx
- Transferencia directa de los valores medidos a documentos WPS-Maker
- Almacenamiento y monitorización centralizada en RoboCenter
- Modbus TCP (puerto 502) - conexión con PLC mediante protocolo Modbus estándar (Holding Registers)
- Registro en tarjeta SD (CSV) – registro automático y sincronizado por NTP de la tensión, la corriente, la velocidad de alimentación de hilo y el caudal de gas de protección en tarjeta microSD, con intervalo configurable y rotación diaria de archivos
- Detección de anomalías y clasificación de fallos asistidas por IA
La MIGAL.CO Sensorbox es una plataforma modular de medición y comunicación basada en microcontrolador para la adquisición, el procesamiento y el reenvío de alta resolución de datos de proceso de soldadura para procesos de soldadura por arco. Se desarrolló para el exigente entorno industrial de soldadura y constituye la base técnica para la monitorización de procesos, el análisis de calidad basado en datos y, en perspectiva, la detección de defectos asistida por IA.
Con la Sensorbox, el usuario obtiene los datos de soldadura directamente del proceso – con marca de tiempo limpia, empaquetados estructuralmente y transmitidos de forma segura a la red. Esto permite:
- Hacer transparentes los procesos de soldadura (en lugar de fiarse de la "intuición")
- Rastrear parámetros por cordón de soldadura / trabajo / estación de trabajo
- Alimentar datos en InfluxDB, paneles de control o sistemas en la nube
- Implementar visualización en tiempo real (osciloscopio/espectro) o análisis en el borde (edge)
- Establecer la base para la detección automatizada de anomalías y defectos
- Crear de forma rápida y sencilla especificaciones de procedimiento de soldadura (WPS) a partir de datos de soldadura reales y medidos
Arquitectura del sistema: la medición en tiempo real se une a la red & el análisis
En su interior, un STM32H7 de doble núcleo (Cortex-M7 + Cortex-M4) opera con un claro reparto de tareas:
- Cortex-M4: se encarga de la medición crítica en tiempo (de alta frecuencia, determinista)
- Cortex-M7: se ocupa de la preparación de datos, el análisis, los protocolos, la comunicación de red y el control del sistema
Ambos núcleos intercambian datos mediante OpenAMP / RPMsg – con baja latencia, secuenciación clara y una estructura robusta.
Magnitudes medidas: los parámetros de proceso más importantes capturados de forma síncrona
La Sensorbox captura actualmente:
- Corriente de soldadura
- Tensión de soldadura
- Caudal de gas
- Velocidad de hilo
La corriente y la tensión se adquieren con alta resolución temporal mediante los ADC del STM32H7 en modo circular DMA. Se alcanza una frecuencia de muestreo de 5 kHz.
El caudal de gas y la velocidad de hilo están totalmente integrados y se registran de forma síncrona con las magnitudes eléctricas – garantizando la referencia temporal y la correlación entre todos los parámetros.
Cada trama de medición contiene, además de los datos en bruto, metadatos importantes como:
- Marca de tiempo
- Número de secuencia
- Indicadores de estado
- Parámetros de calibración (ganancia/offset)
Esto permite convertir con precisión los datos en bruto en magnitudes físicas en los sistemas posteriores – de forma reproducible y trazable.
Procesamiento de datos: indicadores calculados directamente en el dispositivo
En el Cortex-M7, los datos ya se preprocesan y analizan. Las características actualmente disponibles incluyen:
- Cálculo del valor RMS y del valor medio
- Potencia activa a partir de la corriente y la tensión
- Escalado & adquisición del caudal de gas y la velocidad de hilo
A continuación, los datos se estructuran en paquetes y se etiquetan con identificadores únicos, de modo que pueden asignarse claramente a un trabajo, un cordón de soldadura o una estación de trabajo.
Comunicación & red: de forma segura hacia la TI – rápidamente hacia el tiempo real
La Sensorbox tiene plena capacidad de red mediante Ethernet (pila TCP/IP LwIP) y ofrece dos rutas de datos centrales:
MQTT sobre TLS (mbedTLS) – para TI, nube & bases de datos
Los datos de proceso (corriente, tensión, gas, hilo) se transmiten de forma cíclica (normalmente de 0,1 a 5 segundos) – ideal para:
- Conexiones a la nube/servidor
- Monitorización de procesos & informes
- Almacenamiento en sistemas de series temporales (p. ej. InfluxDB)
- Integración segura en la infraestructura de TI existente
Flujo en tiempo real UDP – para datos en directo de alta frecuencia
Para aplicaciones de alta frecuencia y críticas en latencia, existe además un flujo de datos UDP. A través de él, las tramas de medición en bruto (corriente/tensión) pueden enviarse a sistemas externos prácticamente sin retardo.
Los paquetes UDP contienen encabezados estructurados (incluido magic number, números de secuencia, marcas de tiempo, descripción de la carga útil) – garantizando que la sincronización, la validación y la trazabilidad permanezcan robustas incluso en caso de pérdida de paquetes.
Casos de uso típicos:
- Visualización en directo (visualización de osciloscopio o espectral)
- Sistemas rápidos de control/asistencia
- Análisis en línea basado en edge o PC
Además, lleva a bordo un servidor web integrado (Mongoose) – para diagnóstico, configuración y futuras visualizaciones.
Servidor OPC UA – interfaz estandarizada para la integración industrial
Para una conexión sencilla a plataformas SCADA/MES/IIoT, la Sensorbox proporciona un servidor OPC UA (opc.tcp). Esto permite leer los datos de soldadura de forma neutral respecto al fabricante y sin pasarelas propietarias mediante clientes OPC UA como UaExpert o Node-RED.
Valores medidos proporcionados (solo lectura):
- Corriente (RMS) [A]
- Tensión (RMS) [V]
- Potencia [W]
- Caudal de gas [l/min]
- Velocidad de hilo [m/min]
Los valores se actualizan de forma cíclica y están disponibles en el namespace ns=1 – ideal para la monitorización en directo, el registro de datos o el procesamiento posterior en sistemas de nivel superior.
Base de tiempo & sincronización: datos con referencia temporal absoluta
Para una clasificación temporal precisa, la Sensorbox admite la sincronización horaria SNTP/NTP. Todos los valores medidos se etiquetan con marcas de tiempo absolutas – importante para:
- La correlación de varias Sensorbox
- Un análisis limpio de series temporales
- Una evaluación posterior en InfluxDB & sistemas similares
Persistencia & configuración: almacenamiento robusto, incluso ante cortes de corriente
Los parámetros de dispositivo, red y seguridad (p. ej. configuración IP, credenciales MQTT, dirección de destino UDP, certificados TLS) se almacenan de forma persistente en la memoria flash interna.
Una estrategia de almacenamiento robusta con:
- Magic number
- Sumas de comprobación
- Sectores flash claramente definidos
garantiza que las configuraciones se conserven incluso ante un corte de corriente inesperado.
Registro en tarjeta SD: registro de datos de proceso de forma local e independiente de la red
Independientemente de la disponibilidad de la red o de la infraestructura de TI, la Sensorbox puede escribir los datos de proceso directamente en una tarjeta microSD insertada, en formato CSV — robusto, sencillo e inmediatamente listo para el análisis.
Cada fila contiene una marca de tiempo sincronizada por NTP junto con los valores actuales de tensión, corriente, velocidad de alimentación de hilo y caudal de gas de protección. Los datos son directamente utilizables en Excel, Python o cualquier herramienta de análisis de su elección.
Parámetros configurables (mediante el panel de control web):
- Intervalo de registro — de libre selección (p. ej. de 0,1 a 5 segundos)
- Filtro de arco — registrar opcionalmente solo durante un proceso de soldadura activo
- Activar / desactivar — mediante el panel de control
Los archivos se organizan por fecha (AAAA-MM-DD.csv) con rotación automática a medianoche. Tras cada operación de escritura se realiza una sincronización con la tarjeta, lo que garantiza que no se pierdan datos incluso ante un corte de corriente inesperado.
Casos de uso típicos:
- Registro a largo plazo durante días o semanas
- Copia de seguridad además de la transmisión MQTT
- Puesta en marcha rápida — inserte la tarjeta, active el registro, listo
- Funcionamiento autónomo opcional sin red (p. ej. en una obra o en campo) — requiere una pila de botón
En resumen
La MIGAL.CO Sensorbox es el puente entre el proceso de soldadura y el mundo de los datos:
Medición precisa, datos de proceso sincronizados, preprocesamiento en el dispositivo y transmisión segura o con capacidad de tiempo real – listo para la monitorización, el análisis y el siguiente nivel de aseguramiento de la calidad.
Métodos de medición para corriente, tensión y potencia
Métodos de medición para corriente, tensión y potencia
La MIGAL.CO Sensorbox calcula parámetros de proceso precisos para la tensión, la corriente y la potencia a partir de datos en bruto de alta frecuencia a una frecuencia de muestreo de 5 kHz. La tensión u(t) y la corriente i(t) se capturan en ventanas de tiempo cortas y se evalúan digitalmente:
- Tensión RMS (U_RMS) y corriente RMS (I_RMS) son los denominados valores eficaces. Describen de forma fiable la magnitud eléctricamente "eficaz" incluso cuando la señal no es sinusoidal – como es típico en la soldadura.
- La potencia (P) se calcula como la media de la potencia instantánea: para cada muestra se calcula u × i y luego se promedia sobre la ventana de tiempo. Esto produce un valor de potencia estable que refleja con limpieza los cambios reales del proceso (p. ej. fases de cortocircuito, inestabilidad del arco, influencias del hilo/gas).
Estos indicadores constituyen la base para la monitorización en directo, los análisis de tendencias, la evaluación de la calidad y la posterior detección de defectos asistida por IA.
Tensión RMS:
\[ U_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} u[k]^2} \]
Corriente RMS:
\[ I_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} i[k]^2} \]
Potencia activa media:
\[ P=\frac{1}{N}\sum_{k=0}^{N-1}\big(u[k]\cdot i[k]\big) \]
Datos técnicos
| Interfaz | Ethernet (10/100 Mbit/s) |
| Protocolo de transmisión de datos | MQTT (3.1.1 y 5), UDP, OPC UA, Modbus TCP |
| Interfaz web | Para configuración y visualización en tiempo real |
| Tensión de alimentación | 9 - 12 voltios CC |
| Red | DHCP, IP estática |
| Frecuencia de mensajes | MQTT: 0,1 - 5 por segundo, UDP: 50 tramas × 256 valores por segundo |
| Cifrado | MQTT: TLS 1.3, UDP binario sin cifrar |
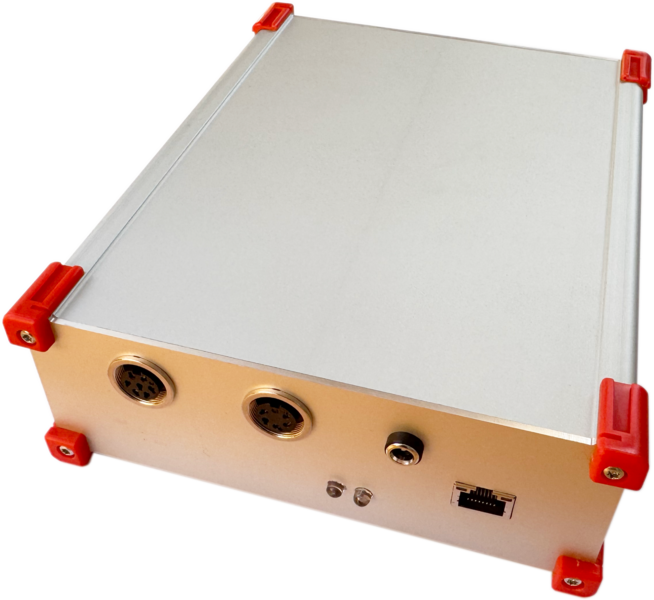
| Dimensiones de la Sensorbox | 200 x 160 x 60 mm (L×An×Al) |
| Peso de la Sensorbox | 1,1 kg |
| Grado de protección | IP 20 |
| Medición de tensión | - 60 a + 60 voltios (CA, CC), +/- 1 % del fondo de escala |
| Medición de corriente | - 600 a + 600 amperios (CA, CC), +/- 1 % del fondo de escala |
| Rango de diámetro de hilo | 0,8 mm – 1,6 mm (mayor bajo petición) |
| Resolución del encóder | 0,114 mm, 600 impulsos por revolución |
| Velocidad de alimentación de hilo | 0 - 20 m/min |
| Precisión de la velocidad de hilo | 0,7 % a 10 m/min e intervalo de muestreo de 0,1 s |
| Peso del encóder | 0,40 kg |
| Caudal de gas | 0,5 - 50 l/min |
| Precisión del caudal de gas | +/- 3 % del valor máximo |
| Peso del sensor de caudal de gas | 0,10 kg |



Mensaje MQTT
La Sensorbox transmite sus datos de medición y de estado en un formato JSON (JavaScript Object Notation) compacto. Cada mensaje corresponde a una instantánea temporalmente asignable de forma unívoca del proceso de soldadura y contiene tanto indicadores de proceso como estados del sistema y versiones de firmware.
Tiempo & secuencia
→ Se utiliza para la sincronización con otros sistemas (InfluxDB, panel de control, RoboScope, MES).
→ Permite detectar caídas, pérdida de paquetes o lagunas en el registro.
Indicadores eléctricos
→ Estas magnitudes permiten el análisis de carga/energía, la evaluación de la estabilidad del proceso y la comparación de trabajos/parámetros.
Hilo & gas
→ Base para la monitorización del proceso (p. ej. alimentación insuficiente, atasco de hilo, detección de defectos).
→ Ya corregido en la Sensorbox, de modo que el usuario recibe directamente un valor relevante en la práctica.
→ Transparencia sobre cuánto se han ajustado los valores en bruto debido a la calibración/influencia del entorno.
Objeto de estado (salud & diagnóstico)
Bajo status se proporcionan importantes indicadores de diagnóstico como booleanos:
→ Esto permite el diagnóstico remoto sin que el usuario necesite acceso directo al hardware.
Versiones de firmware (trazabilidad)
Ejemplo:
{
"ts": "2026-01-21T10:15:23.123Z",
"seq": 4711,
"u_rms": 23.45,
"i_rms": 156.78,
"p_rms": 3680.2,
"wire_m_min": 8.50,
"gas_l_min": 12.30,
"gas_cf": 1.07,
"status": {
"openamp_ok": true,
"adc_overrun": false,
"encoder_timeout": false,
"ntp_synced": true
},
"fw": {
"m7": "1.0.3",
"m4": "1.0.3"
}
}Flujo UDP de alta velocidad (paquete de datos en bruto)
Para el análisis de alta resolución (vista de osciloscopio, histogramas, detección de eventos), la Sensorbox envía además un flujo de datos UDP binario/similar a CSV junto con la telemetría JSON. Cada paquete UDP contiene un encabezado con metadatosseguido de un bloque de muestras en bruto del ADC para tensión y corriente.
1) Encabezado del paquete (metadatos)
→ Esto permite al receptor identificar de forma fiable los datos como una "trama Sensorbox" y descartar paquetes erróneos o ajenos.
Marca de tiempo en milisegundos.
→ Permite una visualización temporalmente correcta (p. ej. traza en directo), el registro y la sincronización con otras fuentes.
Número de secuencia secuencial.
→ Las pérdidas de paquetes o los errores de orden (¡UDP!) se hacen inmediatamente visibles.
Número de muestras por canal en este paquete.
→ Un paquete es un "bloque de datos" (trama) con un alcance definido con precisión.
Caudal de gas actual (l/min) como metainformación para el bloque de muestras.
→ Práctico para correlacionar directamente los datos del osciloscopio con los parámetros de proceso.
Velocidad de alimentación de hilo (m/min) en el mismo instante.
→ Puede ser 0 si el hilo está inmóvil o existe un problema de encóder/señal.
Máscara de bits para estados del sistema/indicadores de error (p. ej. desbordamiento del ADC, timeout del encóder, OpenAMP OK, sincronización NTP).
→ Diagnóstico sin consultas adicionales – cada paquete lleva su estado de salud.
Parámetros de calibración/conversión.
→ Esto permite al receptor convertir los datos en bruto en magnitudes físicas (o almacenar deliberadamente los datos en bruto y reconstruirlos posteriormente con los mismos parámetros).
2) Datos de muestra (carga útil)
Tras el encabezado sigue una tabla/secuencia:
→ A partir de esto, el receptor puede:
- Generar trazas de osciloscopio (u(t), i(t))
- Calcular RMS/potencia/estabilidad del arco
- Detectar picos, cortocircuitos, eventos de proyecciones
- Crear histogramas/distribuciones (p. ej. distribución de corriente por trabajo)
¿Por qué UDP?
UDP es ideal para el streaming en directo de grandes volúmenes de datos:
- Latencia muy baja
- Baja sobrecarga de protocolo
- "Best effort" (posible pérdida de paquetes) → por ello: seq en el encabezado
Para un almacenamiento/reposición robustos, los canales de telemetría "lentos" (p. ej. JSON mediante MQTT/HTTP) se utilizan normalmente en paralelo, mientras que UDP sirve para la visualización en tiempo real (RoboScope).
Ejemplo de código Python para mostrar el flujo UDP en el terminal (llamar p. ej. con python3 udp_dump.py 9000):
#!/usr/bin/env python3
import argparse
import socket
import struct
import math
MAGIC_OSCI = 0x3143534F # "OSCI"
FLAG_STATUS = 0x0001
FLAG_CAL = 0x0002
BASE_HDR_FMT = " len(buf):
return None
off = BASE_HDR_LEN
ts_ms, = struct.unpack_from(" header_len:
return None
status, = struct.unpack_from(" header_len:
return None
u_gain, u_offset, i_gain, i_offset = struct.unpack_from("> 16) & 0xFFFF
off += 4
# physikalisch (falls Gain/Offset gesetzt)
u = u_raw * u_gain + u_offset
cur = i_raw * i_gain + i_offset
u_vals.append(u)
i_vals.append(cur)
print(f"{i:4d}: u_raw={u_raw:5d} i_raw={i_raw:5d} u={u:.3f} i={cur:.3f}")
if args.rms and nprint > 0:
u2 = sum(x*x for x in u_vals) / nprint
i2 = sum(x*x for x in i_vals) / nprint
p = sum(u_vals[j] * i_vals[j] for j in range(nprint)) / nprint
print(f"-> U_rms={math.sqrt(u2):.3f} I_rms={math.sqrt(i2):.3f} P_mean={p:.3f} (über {nprint} Samples)")
if __name__ == "__main__":
main()
Nodos de variables OPC UA
El servidor expone 5 variables de solo lectura en el namespace ns=1:
| Variable | NodeID | Tipo | Unidad | Descripción |
|---|---|---|---|---|
| Corriente | ns=1;i=6001 | Double | A | Valor eficaz (RMS) |
| Tensión | ns=1;i=6002 | Double | V | Valor eficaz (RMS) |
| Potencia | ns=1;i=6003 | Double | W | Potencia instantánea |
| Caudal de gas | ns=1;i=6004 | Double | l/min | Caudal volumétrico corregido |
| Velocidad de hilo | ns=1;i=6005 | Double | m/min | Basada en encóder |
Modbus TCP (conectividad con PLC)
Modbus TCP es un protocolo industrial ampliamente utilizado para la comunicación entre autómatas programables (PLC) y dispositivos de campo. La Sensorbox proporciona un servidor Modbus TCP integrado que permite a un PLC leer directamente los parámetros clave del proceso de soldadura como Holding Registers.
Esta interfaz puede ampliarse con registros de escritura, lo que permite a un PLC o a un controlador de robot transmitir activamente información a la Sensorbox – como el ID del cordón de soldadura actual, el número de trabajo o el número de programa. Esto permite una trazabilidad completa y una documentación de calidad para cada cordón de soldadura individual.
Esto permite que su controlador de robot se comunique con la Sensorbox en tiempo real – la base para el aseguramiento automatizado de la calidad en una producción de soldadura conectada.
Póngase en contacto con nosotros – desarrollaremos junto con usted la integración adecuada para su infraestructura de automatización existente.
Volumen de suministro
- Sensorbox con microcontrolador y conectores para Ethernet, alimentación (9–12 V CC) y encóder, fuente de alimentación enchufable de 12 V y adaptador PoE, conector de cable de 3 pines para la medición de tensión con cable de medición trenzado de 5 m.
- Sensor de hilo (encóder) con cable de 1,5 m y conector de cable de 5 pines.
- Sensor de gas con cable de 2 m y conector de cable de 7 pines.
Software RoboScope para la visualización de datos de soldadura
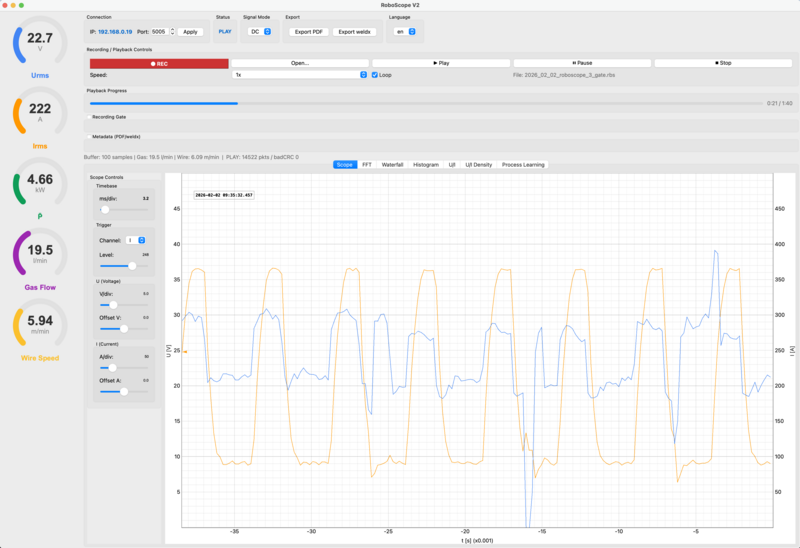
RoboScope es el software de PC complementario para la MIGAL.CO Sensorbox y está disponible para Windows y macOS. Sirve para la visualización en directo, el análisis, el registro y el diagnóstico de los datos de proceso de soldadura capturados – ideal para la puesta en marcha, la optimización de procesos y la resolución de problemas directamente en el puesto de trabajo o en el laboratorio.
Visualización en directo (osciloscopio)
RoboScope muestra las formas de onda de corriente y tensión en tiempo real (normalmente mediante el flujo en tiempo real UDP). Esto hace inmediatamente visibles los picos, las caídas, las inestabilidades o los patrones de señal inusuales.
Análisis espectral (FFT)
RoboScope ofrece una visualización de espectro/FFT para analizar las componentes de frecuencia en las señales de medición. Esto resulta especialmente útil para identificar perturbaciones, oscilaciones o patrones recurrentes en el proceso.
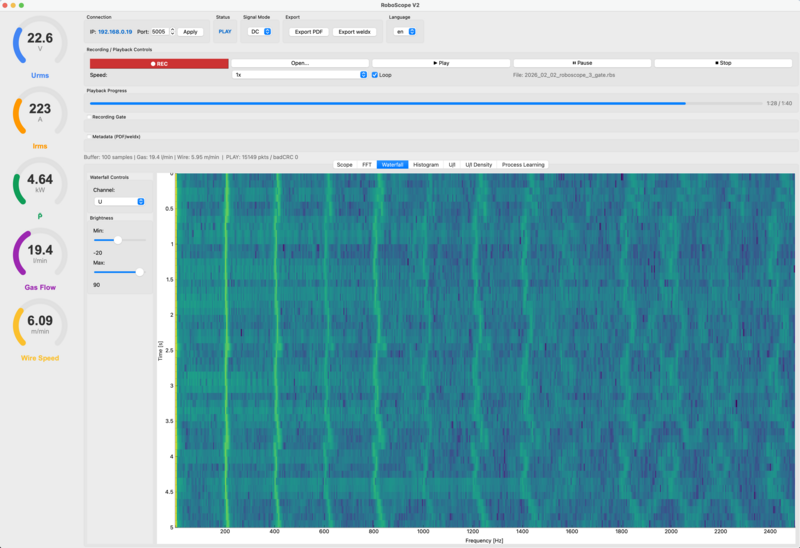
Además de la vista FFT, RoboScope proporciona un diagrama en cascada (espectrograma). Mientras que la FFT solo muestra "el momento actual" como un espectro de frecuencia, el diagrama en cascada muestra las componentes de frecuencia a lo largo del tiempo – es decir, un análisis espectral 3D (frecuencia × tiempo × amplitud/color).
- eje x: frecuencia (Hz)
- eje y: tiempo (s), p. ej. los últimos 0 a 5 segundos, donde los nuevos espectros comienzan arriba y "se desplazan" hacia abajo
- Color / intensidad: intensidad o amplitud de la señal (normalmente en dB)
Esto permite ver de un vistazo si y cuándo aparecen determinadas frecuencias, cómo cambian las perturbaciones, si las frecuencias derivan, si existen patrones periódicos, o si las oscilaciones solo aparecen brevemente.
Esto resulta especialmente útil para:
- Encontrar perturbaciones variables en el tiempo (p. ej. impulsos EMI, cambios de carga)
- Observar resonancias/oscilaciones
- Hacer visibles los patrones recurrentes en el proceso
- Comparar las diferencias entre U e I a lo largo del tiempo
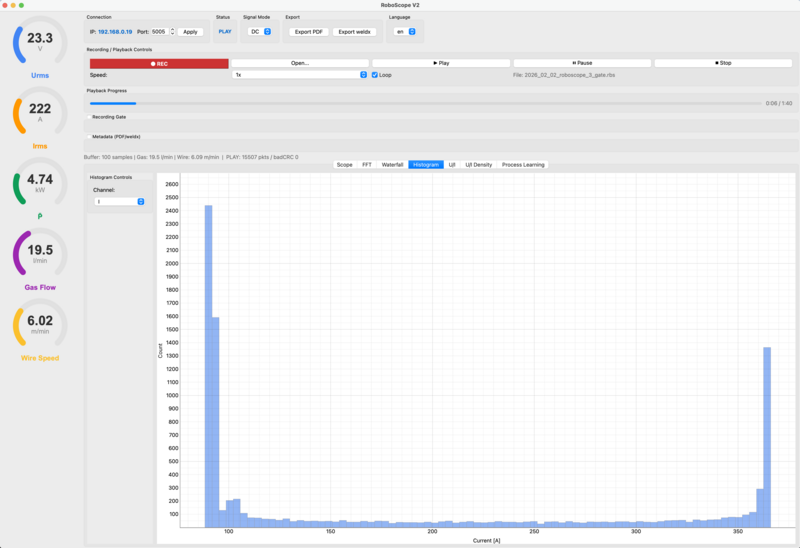
Histograma
La vista de histograma permite evaluar la distribución de los valores medidos a lo largo de un periodo. Esto revela rápidamente si el proceso se desarrolla de forma estable (distribución estrecha) o si se producen dispersión y valores atípicos – una base valiosa para la evaluación de la calidad, la comparación de trabajos y la derivación de valores límite significativos.
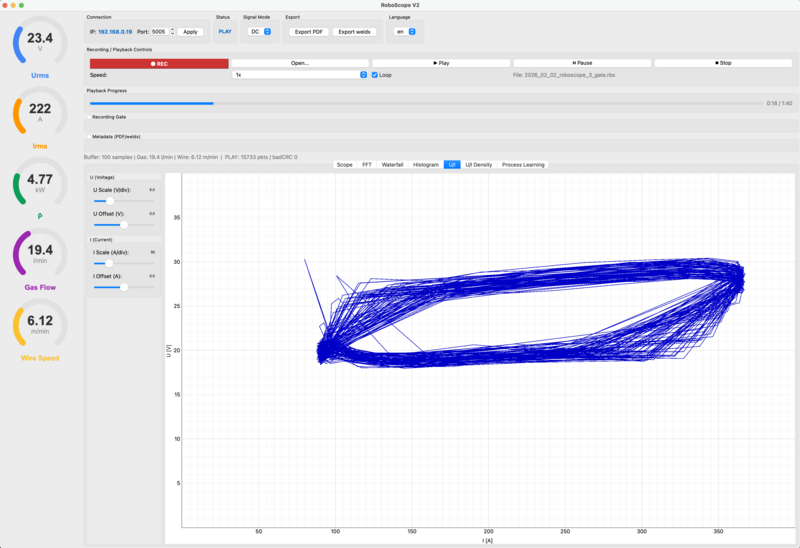
Diagrama U-I (gráfico característico)
El diagrama U-I representa la tensión (U) frente a la corriente (I) – es decir, no a lo largo del tiempo, sino como una nube de puntos/curva en el espacio característico. Cada punto de medición del flujo en directo se representa como un par (U, I). Esto proporciona una visión de un vistazo de cómo se "comporta eléctricamente" el proceso.
- Nube compacta y estable / traza estrecha → el proceso se desarrolla de forma suave y reproducible.
- Nube ancha, valores atípicos, saltos → dispersión, inestabilidad, eventos no deseados (p. ej. transiciones cortocircuito/arco, problemas de contacto, perturbaciones).
- Hacer visibles los patrones del proceso: muchos procesos de soldadura producen formas características (bucles/clústeres). Los cambios en la alimentación de hilo, el gas, el tubo de contacto, la pinza de masa, los parámetros, etc. desplazan o deforman esta firma – a menudo reconocible antes que en el gráfico temporal.
- Comparación de trabajos/configuraciones: el diagrama U-I es excelente para comparar directamente dos trabajos o dos estados: misma forma = comportamiento de proceso similar, forma diferente = el parámetro/proceso ha cambiado.
- Valores límite & lógica de calidad: a partir de la nube pueden derivarse rangos característicos ("zona de proceso" admisible). En cuanto aparecen puntos fuera, RoboScope puede interpretarlo como un indicio de desviaciones/defectos.
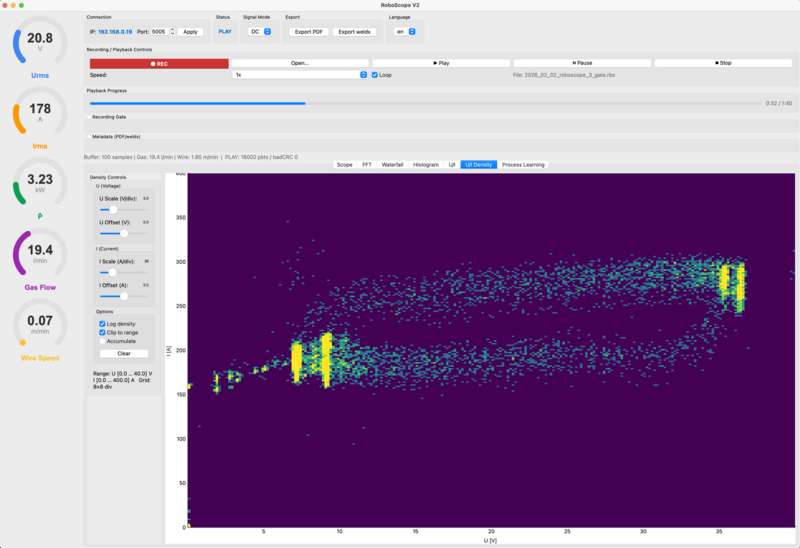
El diagrama de densidad U-I (mapa de calor de densidad) muestra la distribución de la tensión U y la corriente I como una nube de puntos con coloreado por frecuencia. En lugar de mostrar la señal a lo largo del tiempo, cada muestra de medición se coloca como un punto en el sistema de coordenadas U-I: eje x = U (V), eje y = I (A). La intensidad del color indica con qué frecuencia se produce una combinación concreta de U e I – las zonas claras significan "frecuente", las oscuras significan "raro".
Esto permite una evaluación muy rápida del proceso:
- Estabilidad & dispersión: una nube compacta y densa indica un proceso estable; una dispersión amplia indica inestabilidad o fluctuaciones.
- Estados del proceso: varias nubes/clústeres pueden indicar distintos estados de funcionamiento o transiciones.
- Valores atípicos: los eventos raros (picos, perturbaciones) se hacen visibles como zonas poco pobladas.
- Ventana de proceso: la distribución de densidad permite identificar los rangos de funcionamiento típicos y definir las zonas límite.
Registro, reproducción & exportación
RoboScope puede registrar datos de medición, reproducirlos (replay) para análisis posteriores y exportarlos para evaluaciones externas. Esto facilita la documentación, el análisis de causa raíz y el procesamiento posterior en herramientas propias.
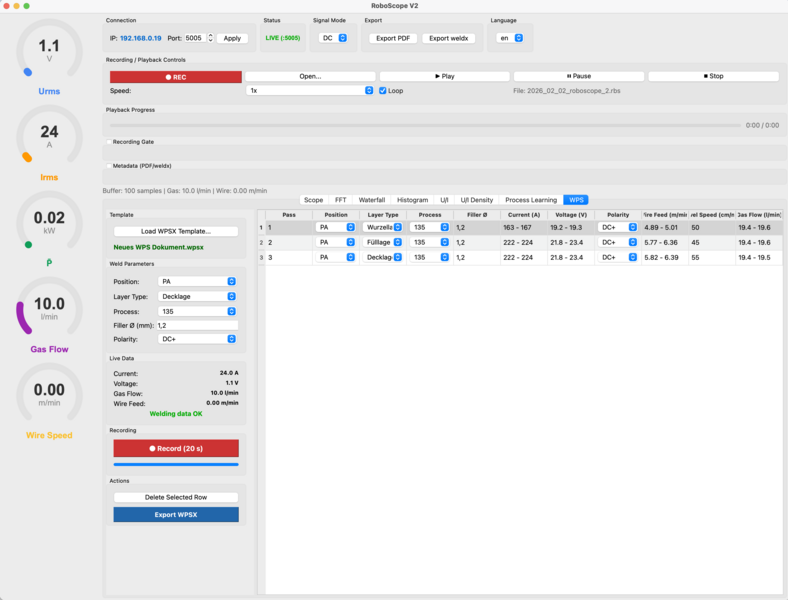
Capture datos de soldadura y expórtelos directamente a una plantilla WPS-Maker 2 (.wpsx). Los cordones de soldadura individuales se registran durante 20 segundos y se añaden a una lista editable posteriormente. Cuando la lista está completa, se exporta a un nuevo archivo .wpsx, que luego puede seguir editándose en WPS-Maker 2.
Además, RoboScope admite la exportación de los datos de medición registrados en el formato abierto weldx.
Esto permite almacenar los datos de proceso de soldadura de alta resolución de forma estructurada, a largo plazo y neutral respecto al fabricante.
Los archivos weldx exportados contienen las señales de medición resueltas en el tiempo (p. ej. corriente, tensión, alimentación de hilo, caudal de gas) incluida la base de tiempo y los metadatos, y posteriormente pueden:
- Complementarse con datos adicionales de proceso y contexto (p. ej. geometría del cordón, información del componente, WPS)
- Procesarse más en entornos externos de análisis e investigación
- Servir de base para el aseguramiento de la calidad, la trazabilidad y la evaluación asistida por IA
De este modo, RoboScope salva la distancia entre el diagnóstico en directo en la estación de soldadura y la documentación sostenible y basada en datos del proceso de soldadura.
Diagnóstico & monitorización
Además de las curvas, RoboScope también proporciona información técnica como marcas de tiempo, números de secuencia y el estado de los paquetes. Esto permite verificar rápidamente si los datos llegan de forma completa, síncrona y plausible – especialmente útil para cuestiones de red o de integración.
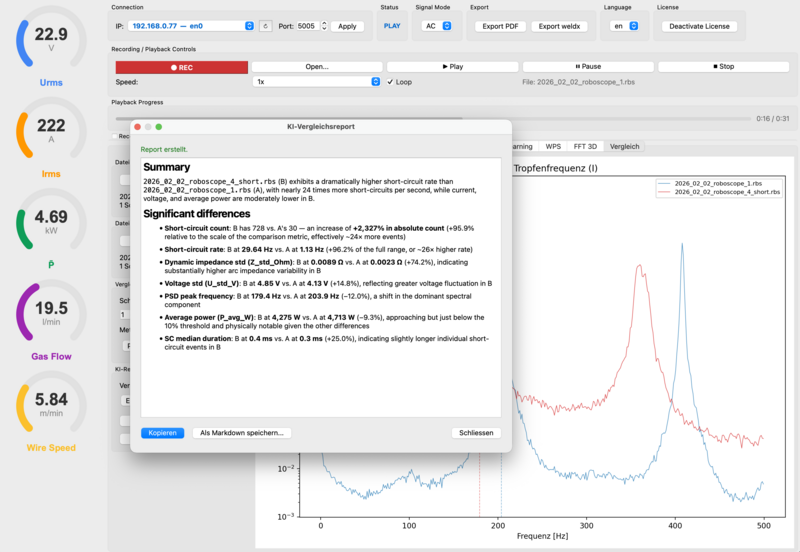
Comparación de procesos con informe de hallazgos de IA
Dos soldaduras. Un informe claro. En segundos.
La pestaña Comparación de RoboScope convierte lo que normalmente lleva horas en un laboratorio de soldadura en un solo clic: un informe robusto y reproducible sobre lo que realmente ha cambiado entre dos procesos – físicamente, no por intuición.
Cómo funciona
- Cargue dos grabaciones. Cualquier archivo .rbs – del laboratorio, de pruebas de preserie o directamente de la Sensorbox en el taller. RoboScope detecta automáticamente cada soldadura individual contenida en ellos.
- Elija un método. Nueve visualizaciones superpuestas, cada una de las cuales resalta un aspecto distinto del arco.
- Genere el informe de IA. Un clic – RoboScope extrae más de 20 magnitudes físicas por grabación, calcula las desviaciones relativas y las entrega a un modelo de IA que las convierte en un informe conciso en lenguaje claro.
Nueve métodos de comparación – un clic por perspectiva
| Método | Qué muestra |
|---|---|
| PSD / frecuencia de gotas | Desplazamientos en las frecuencias de proceso dominantes – p. ej. el ritmo de transferencia de metal |
| Estadísticas de cortocircuito | Número, tasa y distribución de duración de los cortocircuitos |
| Impedancia Z(t) | Resistencia dinámica del arco a lo largo del tiempo |
| Envolvente RMS | Superposición directa de I, U o P |
| Gráfico de fase U/I | Característica del arco como imagen en el espacio de fases |
| Diferencia de wavelets | ¿Dónde divergen los procesos en el plano tiempo-frecuencia? |
| Gráfico de Poincaré | Estabilidad y variabilidad ciclo a ciclo (SD1/SD2) |
| Espectro de coherencia | Acoplamiento dependiente de la frecuencia entre corriente y tensión |
| Correlación cruzada U/I | Desfase temporal entre los eventos de tensión y corriente |
Cada método incluye una breve explicación dentro de la aplicación – comprensible sin un título en procesamiento de señales.
El informe de hallazgos de IA
Con solo pulsar un botón, RoboScope analiza una única soldadura seleccionada o todas las soldaduras de ambas grabaciones y produce un informe estructurado:
- Resumen – una o dos frases que describen qué difiere entre A y B.
- Diferencias significativas – las magnitudes evaluadas con valores absolutos y desviación porcentual. Solo se enumeran los elementos cuya diferencia es físicamente relevante (regla general: > 10 %).
El informe se transmite en tiempo real, está disponible en alemán o inglés, puede copiarse o guardarse como archivo Markdown y, por tanto, está listo para la documentación de aceptación y las auditorías de inmediato.
Qué magnitudes alimentan el informe
- Corriente & tensión: RMS, media, desviación estándar, pico a pico
- Potencia: potencia instantánea promediada
- Comportamiento de cortocircuito: número, tasa (Hz), duración media y mediana, dispersión
- Espectro: frecuencia de pico PSD y potencia de banda 1 – 500 Hz
- Impedancia del arco: media y desviación estándar de la resistencia dinámica
- Estabilidad: magnitudes de Poincaré SD1 / SD2
- Acoplamiento U/I: coherencia media en la banda 50 – 500 Hz
La comparación se basa por completo en estas magnitudes objetivas – la IA no interpreta datos que no estén en la señal y, deliberadamente, no ofrece ninguna especulación sobre causas raíz ni recomendaciones. Esto mantiene el informe trazable y compatible con auditorías.
Privacidad & control de costes
- La clave de API de Anthropic se almacena localmente y cifrada en el equipo del usuario – no en la nube, no en la grabación.
- El análisis se ejecuta bajo demanda: usted decide cuándo se genera un informe.
Casos de uso típicos
- Validación de WPS: ¿la serie de producción sigue coincidiendo con el registro de cualificación del procedimiento?
- Comparación máquina a máquina: ¿el robot #2 ofrece realmente el mismo proceso que el robot #1?
- Cambio de lote de hilo: ¿tiene el nuevo lote un efecto medible sobre el arco?
- Comparación de turnos: ¿deriva el proceso entre el turno de mañana y el de tarde?
- Análisis de reclamaciones: ¿en qué se diferencia realmente el cordón rechazado de uno conocido como bueno?
De la comparación a la monitorización continua
Con la MIGAL.CO Sensorbox, una comparación puntual se convierte en una herramienta de calidad continua: bajo petición, RoboScope genera un modelo de IA del proceso de referencia y lo despliega directamente en la Sensorbox. Allí monitoriza el proceso de soldadura de forma autónoma – sin PC, sin nube – y notifica las anomalías mediante MQTT, OPC UA, Modbus TCP o el panel de control web.
Del arco a la decisión. Sin el rodeo de horas de desplazamiento por gráficos.


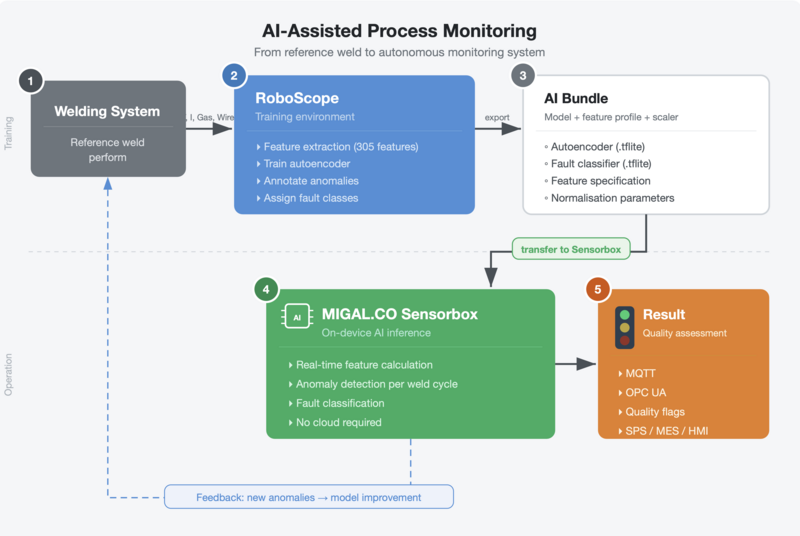
Monitorización de procesos asistida por IA
La Sensorbox incorpora un motor de inferencia de IA integrado. Los modelos entrenados de detección de anomalías se ejecutan directamente en el Cortex-M7 — sin necesidad de PC, servidor de IA ni conexión a la nube, en tiempo real.
Esta funcionalidad se implementa de forma específica por proyecto, ya que la integración en los flujos de producción existentes — en particular la asignación de trabajos de soldadura a perfiles de monitorización — se adapta individualmente al entorno de cada cliente.
El principio: mediante el software RoboScope, se utiliza una soldadura de referencia para crear un modelo del estado normal del proceso. Este modelo se transfiere a la Sensorbox, que a continuación evalúa cada ciclo de soldadura de forma autónoma. Las desviaciones se detectan y pueden reenviarse a los sistemas de control mediante MQTT u OPC UA.
Características principales:
- Inferencia en el dispositivo sin dependencia de la nube
- Detección automática de anomalías basada en características de proceso multidimensionales
- Clasificación opcional de fallos (p. ej. porosidad, proyecciones, interrupciones del cordón)
- Varios perfiles de monitorización para distintas tareas de soldadura
- Resultados como indicadores de calidad dentro del flujo de datos MQTT existente
Alcance típico del proyecto:
- Selección y configuración de las características relevantes para el proceso
- Entrenamiento del modelo a partir de soldaduras de referencia en la máquina
- Integración con el sistema de gestión de trabajos del cliente (PLC, MES o controlador de robot)
- Puesta en marcha y validación en producción real
Póngase en contacto con nosotros — determinaremos junto con usted cómo encaja la monitorización por IA en su entorno de fabricación.