




Détectez le glissement du dévidage de fil avant qu'il ne devienne un défaut de soudure.
Surveillance du dévidage de fil basée sur une référence pour le soudage MIG/MAG robotisé — sur 100 % de votre production, sans toucher à la source de courant ni au contrôleur du robot.


Le problème : le glissement est invisible — jusqu'à la défaillance de la pièce
Galets d'entraînement usés, pression de contact incorrecte, abrasion, frottement dans le guide-fil, tubes contacts usés : le glissement entre le fil et les galets d'entraînement provoque un dévidage de fil fluctuant, une instabilité du processus et des défauts de soudure. Et cela se produit silencieusement.
Pourquoi le système de soudage ne le détecte-t-il pas lui-même ?
Parce qu'il en est physiquement incapable. Les sources de courant de soudage ne mesurent pas réellement la vitesse du fil — elles déduisent la vitesse de dévidage de la vitesse de rotation du moteur de dévidage. Tant que le moteur tourne comme commandé, la machine signale que tout va bien. Mais le glissement se produit en aval du moteur, entre les galets d'entraînement et le fil : les galets tournent, le fil ne suit pas. Du point de vue de la machine, un fil qui patine et un fil parfaitement dévidé sont identiques.
Et la solution de contournement — comparer avec la consigne de la source de courant — échoue également en pratique : la consigne est verrouillée derrière des protocoles bus propres à chaque fabricant. L'intégration est complexe, spécifique au système et doit être repensée à chaque changement de source de courant.
Le seul moyen fiable de détecter le glissement est de mesurer la vitesse du fil elle-même. C'est exactement ce que fait le MWS-2.
La solution : votre pièce bonne est la référence
Le Wiresensor MWS-2 emprunte une autre voie — le principe de la « pièce étalon ». Au lieu d'une consigne provenant du contrôleur, c'est le signal mesuré d'une pièce bonne vérifiée qui sert de référence.
Un mécanisme de mesure à deux galets sans glissement, doté d'un codeur haute résolution, mesure le mouvement réel du fil — directement sur le fil, indépendamment du moteur de dévidage, et donc en incluant précisément le glissement que la machine elle-même ne peut pas voir. Une pièce comportant plusieurs soudures à différentes vitesses de dévidage produit un profil de vitesse caractéristique et reproductible. Apprenez-le une fois ; dès lors, chaque pièce produite y est automatiquement comparée.
Pas d'intégration bus. Pas de dépendance au fabricant. Un seul capteur, adaptable sur n'importe quel système — à un prix qui rend économique l'équipement de chaque cellule.
L'installation : deux composants, dix minutes, n'importe quel navigateur
Le système complet se compose d'exactement deux parties :
-
Le capteur — un galet de mesure roulant sur le fil, couplé à un codeur haute résolution. Monté à proximité de l'unité d'entraînement, il ne touche rien d'autre que le fil.
-
Le boîtier edge — un contrôleur compact qui fait tout à bord : segmentation, références, comparaison d'enveloppe, statistiques, tableau de bord web, enregistrement des données.
Reliez le boîtier à votre réseau — ou non. Il fonctionne aussi en point à point avec un seul câble Ethernet directement vers un ordinateur portable, sans jamais toucher à votre réseau d'usine.
Un véritable dispositif edge — rien à installer, rien à corriger
Il n'y a ni Windows, ni bureau Linux, ni système d'exploitation au sens classique — seulement un firmware dédié sur un microcontrôleur. Cela signifie :
-
Aucune installation de logiciel sur un quelconque PC, jamais. Vous ouvrez le tableau de bord dans n'importe quel navigateur — c'est tout.
-
Une surface d'attaque minimale. Pas de services de système d'exploitation, pas de partages de fichiers ouverts, pas de correctifs de sécurité en attente, pas d'antivirus, rien à chiffrer pour un rançongiciel. Les services informatiques l'approuvent en une réunion au lieu de dix.
-
Pas de course sans fin à la maintenance. Le boîtier n'a pas besoin de mises à jour pour continuer à fonctionner — il fonctionne, tout simplement.
Du déballage à la production
-
Montez le capteur après l'unité d'entraînement, reliez-le au boîtier, branchez l'alimentation et l'Ethernet.
-
Ouvrez un navigateur, connectez-vous au boîtier — pas de logiciel client, pas de serveur de licences.
-
Enregistrez, ne programmez pas. Créer un programme de surveillance revient simplement à enregistrer quelques cycles de pièces bonnes avec le bouton Apprendre. Pas de script, pas d'études de paramètres — les pièces bonnessont le programme.
-
Armez-le et partez. Dès lors, le boîtier fonctionne de manière totalement autonome : il surveille chaque pièce, enregistre les données à bord, déclenche des alarmes — et, si vous le souhaitez, diffuse tout via MQTT vers votre MES, SCADA, tableau de bord ou base de données. N'importe où. Ou nulle part : il se contente tout aussi bien de fonctionner de façon totalement autonome.
Comment ça marche
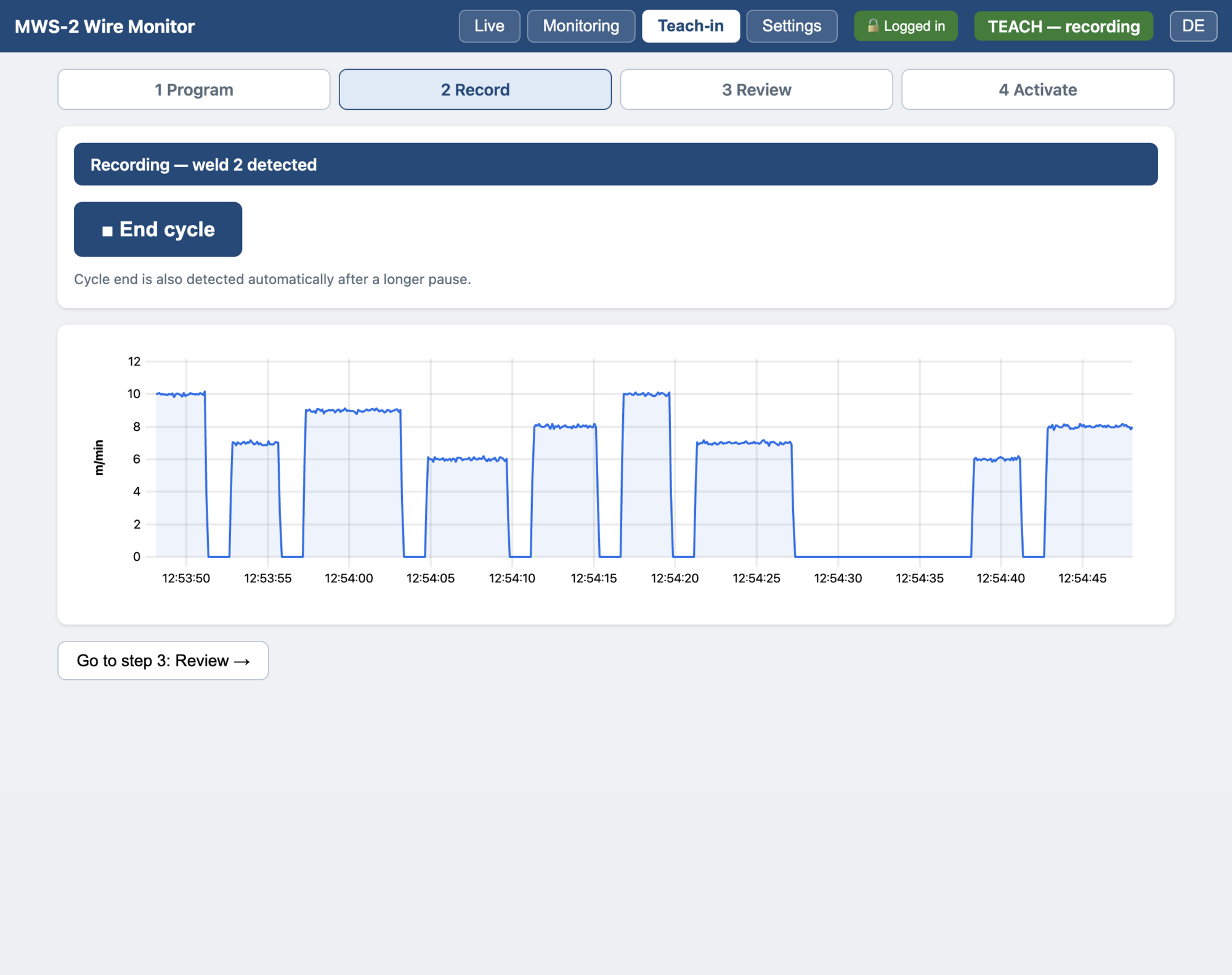
1 — Apprenez votre pièce bonne
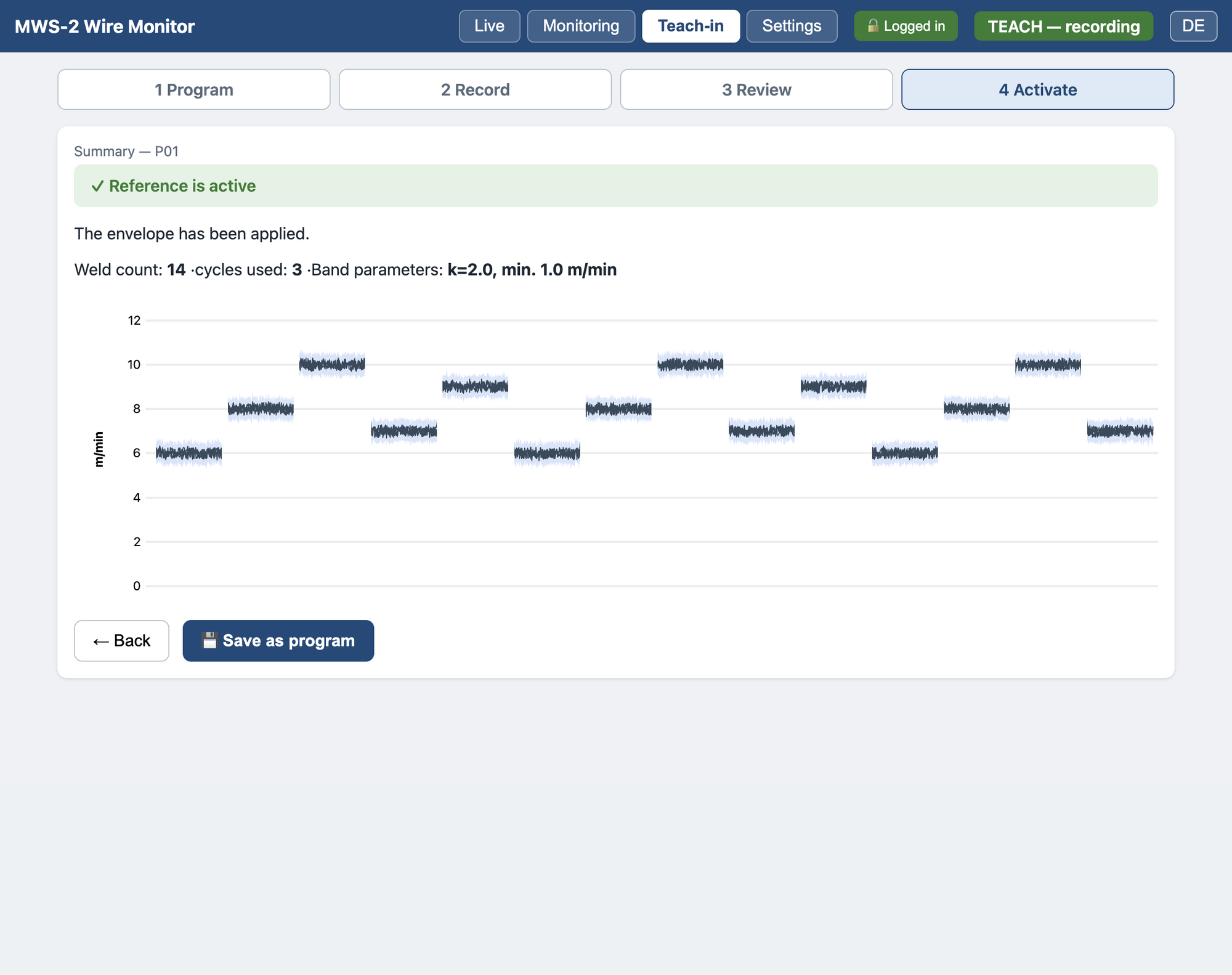
Directement dans le tableau de bord web intégré, sans logiciel supplémentaire : appuyez sur Apprendre, exécutez un cycle de pièce complet avec un dévidage de fil vérifié comme correct, appuyez sur Stop. Répétez pour quelques cycles — chaque enregistrement apparaît dans une liste et peut être examiné ou supprimé. Le système construit une courbe moyenne avec une bande de tolérance statistique (enveloppe) pour chaque soudure, en compensant automatiquement les légères variations de durée de soudure.
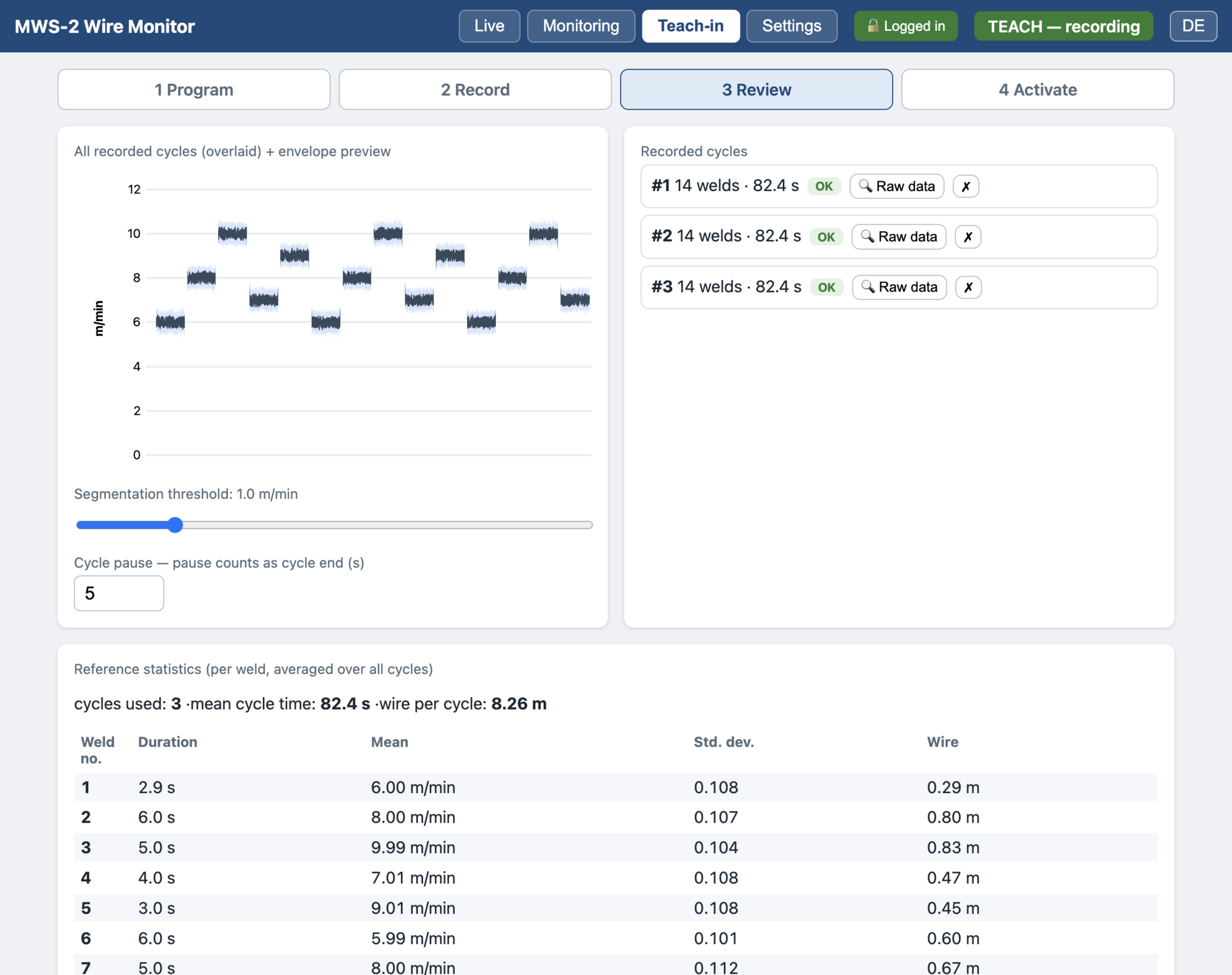
2 — Les soudures se détectent d'elles-mêmes
Aucun câblage vers le robot n'est nécessaire pour la segmentation : le fil ne se déplace que pendant le soudage, de sorte que les soudures sont détectées directement à partir du signal du fil lui-même. Soudure 1, soudure 2, … soudure n — chaque soudure est vérifiée par rapport à sa propre référence ; 20 soudures ou plus par pièce sont gérées sans peine. L'avance manuelle du fil et le retrait par retour de fusion (burn-back) sont filtrés automatiquement. En option, un message de démarrage de programme via MQTT ou un signal de l'automate rend l'affectation entièrement déterministe.
3 — Surveillez chaque pièce en production
Deux critères s'exécutent en parallèle, en direct sur chaque soudure :
-
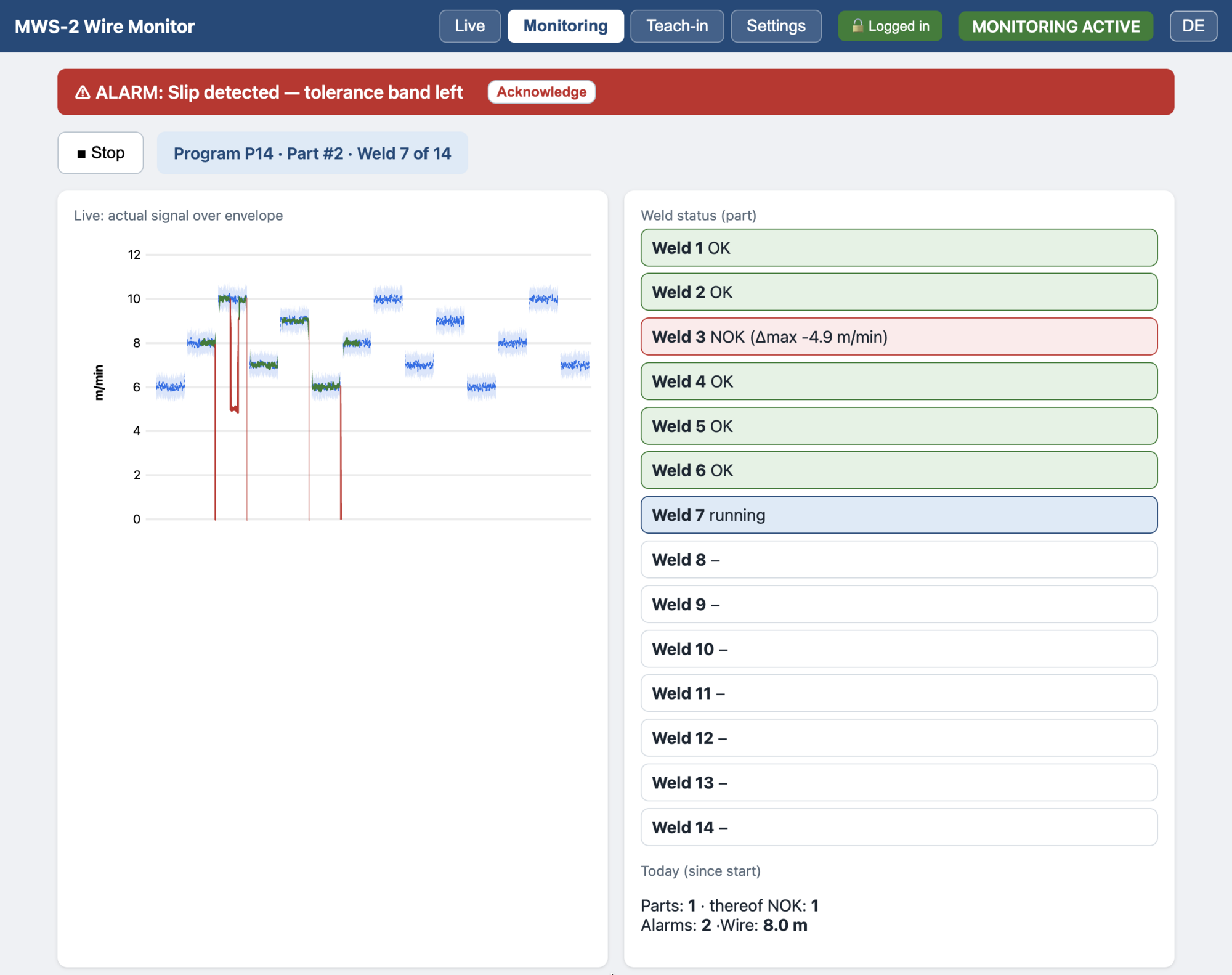
Comparaison d'enveloppe — si la vitesse mesurée sort de la bande de tolérance pendant plus longtemps qu'une durée minimale réglable, une alarme se déclenche avec une référence exacte de pièce, de soudure et de temps.
-
Statistiques par soudure — la vitesse moyenne, l'écart-type et la longueur de fil dévidée sont suivis comme des tendances d'une pièce à l'autre. Un glissement naissant apparaît ici en premier : moyenne légèrement réduite, dispersion accrue, brèves chutes récurrentes. Vous obtenez un avertissement précoce alors que les pièces sont encore bonnes — et en même temps un indicateur d'usure pour les galets et le guide-fil.
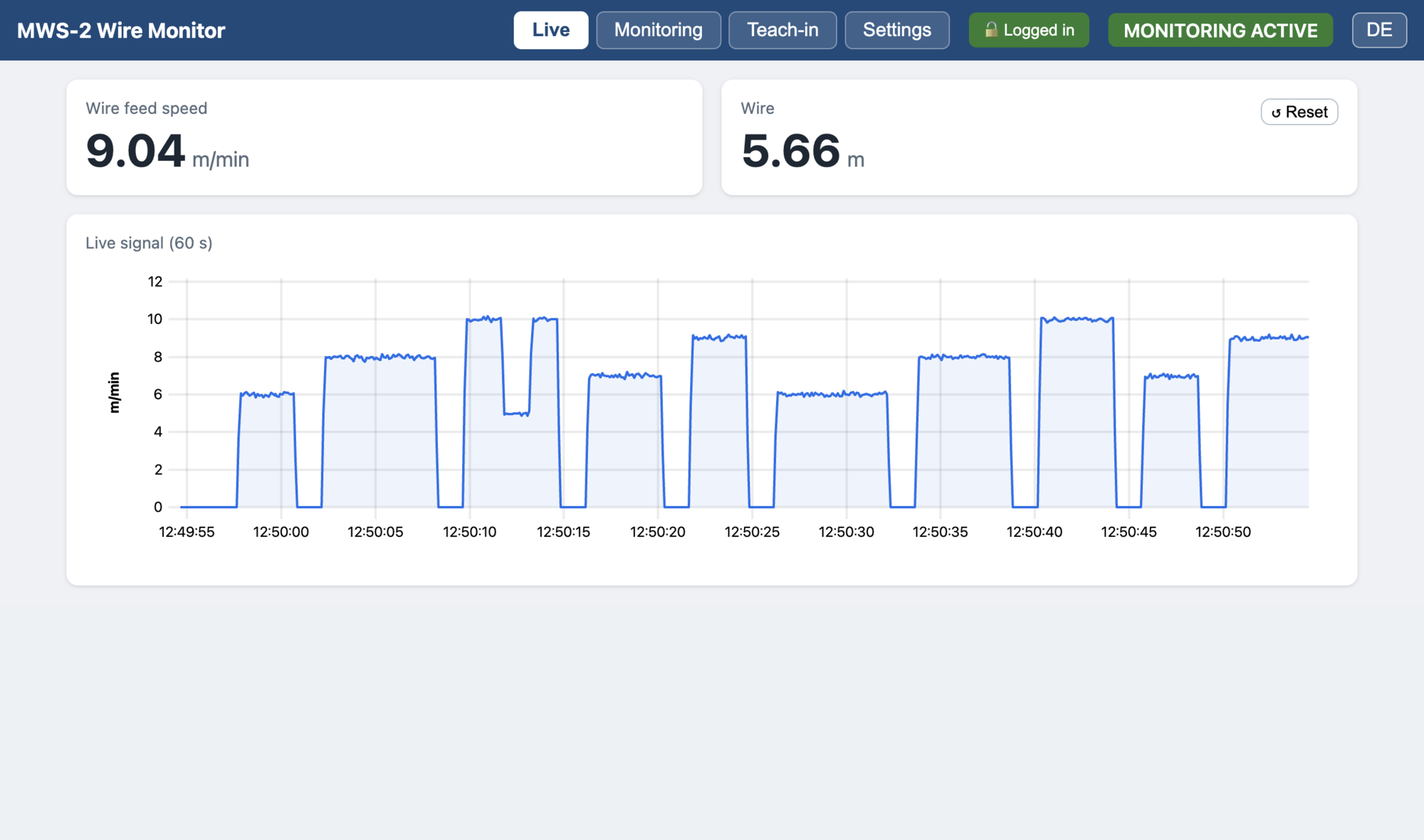
Le tableau de bord affiche le signal en direct par-dessus l'enveloppe apprise, avec un marqueur de position indiquant quelle soudure est en cours. Les dépassements de bande sont mis en évidence et consignés dans une liste d'événements — l'opérateur voit d'un coup d'œil si le dévidage de fil suit le profil de la pièce bonne.
Vous n'avez besoin que de la mesure ? C'est possible aussi.
Vous n'êtes pas obligé d'utiliser la moindre intelligence de surveillance. Le MWS-2 est tout aussi à l'aise comme simple jauge précise de vitesse de fil :
Montez le capteur, reliez le boîtier, abonnez-vous au topic MQTT — c'est fait. Chaque message contient un horodatage, la vitesse réelle du fil en m/min et la longueur de fil dévidée en mm, à une cadence configurable.
Lecture en direct de la vitesse et de la longueur de fil cumulée dans le navigateur — sans apprentissage, sans configuration.
Idéal pour le développement de procédés, les laboratoires de soudage, les constructeurs d'équipements et les projets d'acquisition de données : pour quiconque a simplement besoin de données de dévidage de fil fiables dans son MES, sa base de données ou son montage de mesure, sans construire lui-même une chaîne de mesure.
Commencez dès aujourd'hui par la simple tâche de mesure — la surveillance de référence complète est déjà à bord dès que vous souhaitez l'activer.
Ce que vous y gagnez
| Surveillance à 100 % | Chaque soudure de chaque pièce — sans interférer avec la source de courant ni le contrôleur du robot. Adaptable quel que soit le fabricant de l'équipement. |
| Alarme immédiate | Le glissement est signalé avec une affectation exacte de pièce et de soudure. Les pièces défectueuses ne poursuivent pas leur chemin inaperçues. |
| Maintenance prédictive | Les statistiques de tendance révèlent précocement l'usure progressive des galets et du guide-fil — maintenance planifiée au lieu d'arrêt imprévu. |
| Documentation complète | Dévidage et consommation de fil par pièce, archivés comme enregistrement qualité. |
| Rapport qualité-prix exceptionnel | Un capteur autonome à une fraction du coût des solutions de surveillance intégrées à la commande — pas de projet d'ingénierie, pas d'intégration par fabricant, pas d'ordinateur externe. La rentabilité est au rendez-vous même pour une seule cellule ; une seule pièce de rebut évitée ou un seul arrêt de ligne évité amortit généralement l'appareil. |
Points forts techniques
-
Mesure sans glissement du mouvement réel du fil : mécanisme à deux galets, codeur incrémental, résolution de 0,114 mm
-
Diamètres de fil 0,8–1,6 mm · plage de mesure 0–50 m/min · précision 0,7 % (à 10 m/min, échantillonnage 0,1 s)
-
Toute l'évaluation à bord : segmentation, gestion des références, enveloppe et statistiques s'exécutent sur le boîtier capteur lui-même — pas d'ordinateur externe, pas de logiciel supplémentaire
-
Tableau de bord web intégré pour l'apprentissage, la vue en direct et l'historique des événements
-
Ethernet + MQTT (chiffré TLS, jusqu'à 5 mesures/s) avec horodatage, vitesse et longueur de fil dévidée par message — prêt pour MES/SCADA et l'automatisation au niveau cellule
-
Références par programme pour plusieurs variantes de pièces ; le réapprentissage après un changement de procédé prend quelques pièces, d'une simple pression sur un bouton
-
Se monte directement après l'unité d'entraînement, sans interférer avec le processus de soudage
Bon à savoir
Le MWS-2 détecte les écarts par rapport au bon état appris — il complète, sans la remplacer, la qualification initiale de votre processus de soudage. Après des modifications des paramètres de soudage ou du programme du robot, réapprenez simplement la référence : quelques pièces, un bouton.
Données techniques
| Plage de diamètre de fil | 0,8 mm – 1,6 mm (plus grand sur demande) |
| Résolution du codeur | 0,028601 mm, 600 impulsions par tour |
| Précision | 0,7 % à 10 m/min et 0,1 s de cadence d'échantillonnage |
| Interface | Ethernet (10/100 Mbit/s) |
| Protocole de sortie des données | MQTT (3.1.1 et 5) |
| Interface web | Pour la configuration et l'affichage en temps réel |
| Tension d'alimentation | 9 - 12 volts CC |
| Réseau | DHCP, IP fixe |
| Fréquence des messages | 0,1 - 5 par seconde |
| Chiffrement | TLS 1.3 |
| Vitesse de dévidage du fil | 0 - 50 m/min |
| Dimensions du boîtier capteur | 160 x 100 x 60 mm (LxlxH) |
| Poids du boîtier capteur | 0,55 kg |
| Poids du codeur | 0,40 kg |
| Indice de protection | IP 20 |
Message MQTT
Objet JSON avec les champs suivants :
-
timestamp : millis – L'instant auquel la mesure a été enregistrée.
-
v : Float – La vitesse de dévidage du fil en mètres par minute à l'horodatage indiqué.
-
mm : Float – La longueur de fil en millimètres dévidée depuis le message précédent.
Exemples :
mws/dev1/speed
ts : 1783582121500
v : 4.54
mm : 37.83
ts : 1783582122000
v : 7.34
mm : 61.14
ts : 1783582122500
v : 6.79
mm : 56.59
Objet JSON avec les champs suivants :
-
part : int – Le numéro de la pièce
-
seam : int – Le numéro du cordon
-
result : string - Le résultat OK ou NOK
mws/dev1/seam
part : 2
seam : 1
result : "OK"
part : 2
seam : 2
result : "NOK"