
- Tidssynkroniserad multisensorförmåga: ström, spänning, trådmatning och gasflöde med en gemensam tidsbas
- Webbinstrumentpanel för konfiguration, livevisning och firmwareuppdateringar
- Samplingsfrekvens på 5 kHz: enligt samplingsteoremet kan frekvenskomponenter upp till cirka 2,5 kHz (Nyquistfrekvensen) mätas entydigt
- Höghastighetsström med rådata (UDP) för oscilloskopkurvor, FFT, U-I-diagram och histogram – idealisk för testserier och modellutveckling
- Deterministiska mätfönster & sekvensnummer (timestamp + seq) för reproducerbar utvärdering och detektering av paketförlust
- Beräkning av särdrag på enheten (U/I RMS, aktiv effekt, statistiska värden) för snabb parameterbestämning utan PC/moln
- MQTT/JSON-telemetri för enkel integration i laboratorieuppställningar, datapipelines och tidsseriedatabaser (t.ex. InfluxDB)
- OPC UA-server – standardiserat gränssnitt för industriell integration
- Diagnos- och kvalitetsflaggor i dataströmmen (t.ex. ADC-överskridning, pulsgivar-timeout, NTP-synk) för ren datavalidering
- Arkitektur med dubbla kärnor (mätkärna + kommunikationskärna) för stabil mätning även under nätverks- och gränssnittsbelastning
- NTP-synkronisering för jämförbara tidsstämplar över flera Sensorboxar/svetsstationer
- RoboScope (Windows/macOS) för liveanalys: oscilloskop, FFT, vattenfallsdiagram, histogram, U-I och U-I-densitet – snabbt från "signal" till "insikt"
- Kalibrerbar via nollpunkt, förstärkning och pulsgivarhjulets omkrets
- Integrerad beräkning av korrektionsfaktor för godtyckliga gasblandningar av Ar, He, O₂, H₂ och N₂
- Exportfunktion för mätdata i weldx-format
- Direkt överföring av mätvärden till WPS-Maker-dokument
- Lagring och central övervakning i RoboCenter
- Modbus TCP (port 502) - PLC-anslutning via standard-Modbus-protokoll (Holding Registers)
- SD-kortloggning (CSV) – automatisk, NTP-synkroniserad registrering av spänning, ström, trådmatningshastighet och skyddsgasflöde till microSD-kort, med konfigurerbart intervall och daglig filrotation
- AI-stödd anomalidetektering och felklassificering
MIGAL.CO Sensorbox är en modulär, mikrokontrollerbaserad mät- och kommunikationsplattform för högupplöst insamling, bearbetning och vidarebefordran av svetsprocessdata för ljusbågssvetsprocesser. Den utvecklades för den krävande industriella svetsmiljön och utgör den tekniska grunden för processövervakning, databaserad kvalitetsanalys och framöver AI-stödd feldetektering.
Med Sensorboxen får användaren svetsdata direkt från processen – rent tidsstämplade, strukturellt paketerade och säkert överförda till nätverket. Detta möjliggör att:
- Göra svetsprocesser transparenta (istället för att förlita sig på "magkänsla")
- Spåra parametrar per svetssträng / jobb / arbetsstation
- Mata in data i InfluxDB, instrumentpaneler eller molnsystem
- Implementera realtidsvisualisering (oscilloskop/spektrum) eller edge-analys
- Etablera grunden för automatiserad anomali- och feldetektering
- Snabbt och enkelt skapa svetsdatablad (WPS) från verkliga, uppmätta svetsdata
Systemarkitektur: realtidsmätning möter nätverk & analys
Inuti arbetar en STM32H7 med dubbla kärnor (Cortex-M7 + Cortex-M4) med en tydlig uppdelning av uppgifter:
- Cortex-M4: hanterar den tidskritiska mätningen (högfrekvent, deterministisk)
- Cortex-M7: tar hand om databearbetning, analys, protokoll, nätverkskommunikation och systemstyrning
Båda kärnorna utbyter data via OpenAMP / RPMsg – med låg latens, tydlig sekvensering och en robust struktur.
Mätstorheter: de viktigaste processparametrarna fångas synkront
Sensorboxen fångar för närvarande:
- Svetsström
- Svetsspänning
- Gasflöde
- Trådhastighet
Ström & spänning fångas med hög tidsupplösning via STM32H7:s ADC:er i DMA-cirkulärt läge. En samplingsfrekvens på 5 kHz uppnås.
Gasflöde och trådhastighet är fullt integrerade och registreras synkront med de elektriska storheterna – vilket säkerställer tidsreferens och korrelation över alla parametrar.
Varje mätram innehåller, utöver rådata, viktiga metadata såsom:
- Tidsstämpel
- Sekvensnummer
- Statusflaggor
- Kalibreringsparametrar (förstärkning/offset)
Detta gör att rådata kan exakt konverteras till fysikaliska storheter på efterföljande system – reproducerbart och spårbart.
Databearbetning: nyckeltal beräknas direkt på enheten
På Cortex-M7 är data redan förbearbetade och analyserade. För närvarande tillgängliga särdrag inkluderar:
- Beräkning av RMS- och medelvärde
- Aktiv effekt från ström och spänning
- Skalning & insamling av gasflöde och trådhastighet
Data struktureras sedan i paket och märks med unika identifierare, så att de tydligt kan tilldelas ett jobb, en svetssträng eller en arbetsstation.
Kommunikation & nätverk: säkert in i IT – snabbt in i realtid
Sensorboxen är fullt nätverksfähig via Ethernet (LwIP TCP/IP-stack) och erbjuder två centrala datavägar:
MQTT över TLS (mbedTLS) – för IT, moln & databaser
Processdata (ström, spänning, gas, tråd) överförs cykliskt (vanligtvis 0,1 till 5 sekunder) – idealiskt för:
- Moln-/serveranslutningar
- Processövervakning & rapportering
- Lagring i tidsseriesystem (t.ex. InfluxDB)
- Säker integration i befintlig IT-infrastruktur
UDP-realtidsström – för högfrekventa livedata
För högfrekventa och latenskritiska tillämpningar finns också en UDP-dataström. Genom denna kan rå mätramar (ström/spänning) skickas till externa system praktiskt taget utan fördröjning.
UDP-paketen innehåller strukturerade huvuden (inklusive magic number, sekvensnummer, tidsstämplar, beskrivning av nyttolasten) – vilket säkerställer att synkronisering, validering och spårbarhet förblir robusta även vid paketförlust.
Typiska användningsfall:
- Livevisualisering (oscilloskop- eller spektralvisning)
- Snabba styr-/assistanssystem
- Edge- eller PC-baserad onlineanalys
Dessutom finns en integrerad webbserver (Mongoose) ombord – för diagnos, konfiguration och framtida visualiseringar.
OPC UA-server – standardiserat gränssnitt för industriell integration
För enkel anslutning till SCADA/MES/IIoT-plattformar tillhandahåller Sensorboxen en OPC UA-server (opc.tcp). Detta gör att svetsdata kan läsas ut tillverkarneutralt och utan proprietära gateways av OPC UA-klienter såsom UaExpert eller Node-RED.
Tillhandahållna mätvärden (skrivskyddade):
- Ström (RMS) [A]
- Spänning (RMS) [V]
- Effekt [W]
- Gasflöde [l/min]
- Trådhastighet [m/min]
Värdena uppdateras cykliskt och är tillgängliga i namespace ns=1 – idealiskt för liveövervakning, dataloggning eller vidare bearbetning i överordnade system.
Tidsbas & synkronisering: data med absolut tidsreferens
För exakt tidsmässig klassificering stöder Sensorboxen SNTP/NTP-tidssynkronisering. Alla mätvärden märks med absoluta tidsstämplar – viktigt för:
- Korrelation av flera Sensorboxar
- Ren tidsserieanalys
- Senare utvärdering i InfluxDB & liknande system
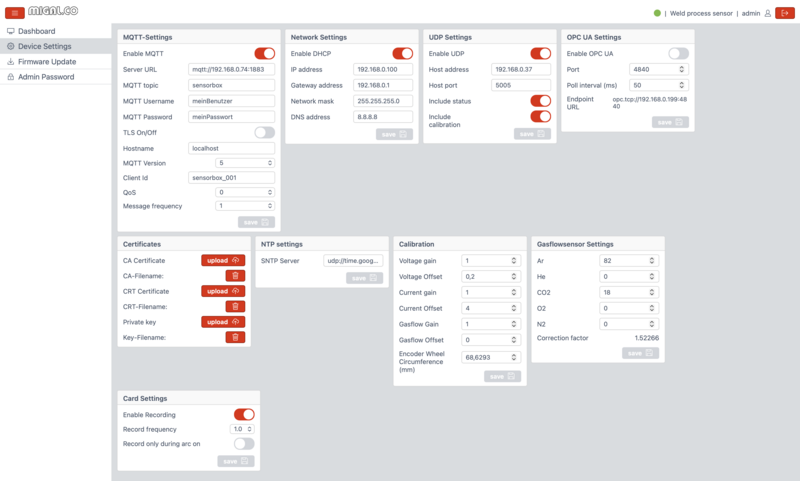
Persistens & konfiguration: robust lagrad, även vid strömavbrott
Enhets-, nätverks- och säkerhetsparametrar (t.ex. IP-konfiguration, MQTT-autentiseringsuppgifter, UDP-måladress, TLS-certifikat) lagras persistent i internt flashminne.
En robust lagringsstrategi med:
- Magic number
- Kontrollsummor
- Tydligt definierade flashsektorer
säkerställer att konfigurationer bevaras även vid oväntat strömavbrott.
SD-kortloggning: registrering av processdata lokalt och nätverksoberoende
Oavsett nätverkstillgänglighet eller IT-infrastruktur kan Sensorboxen skriva processdata direkt till ett insatt microSD-kort i CSV-format — robust, enkelt och omedelbart redo för analys.
Varje rad innehåller en NTP-synkroniserad tidsstämpel tillsammans med aktuella värden för spänning, ström, trådmatningshastighet och skyddsgasflöde. Data är direkt användbara i Excel, Python eller valfritt analysverktyg.
Konfigurerbara parametrar (via webbinstrumentpanelen):
- Loggningsintervall — fritt valbart (t.ex. 0,1 till 5 sekunder)
- Ljusbågsfilter — logga valfritt endast under en aktiv svetsprocess
- Aktivera / inaktivera — via instrumentpanelen
Filer organiseras efter datum (ÅÅÅÅ-MM-DD.csv) med automatisk rotation vid midnatt. En synkronisering till kortet utförs efter varje skrivoperation, vilket säkerställer att inga data går förlorade även vid ett oväntat strömavbrott.
Typiska användningsfall:
- Långtidsregistrering över dagar eller veckor
- Säkerhetskopiering utöver MQTT-överföring
- Snabb idrifttagning — sätt i kortet, aktivera loggning, klart
- Valfri fristående drift utan nätverk (t.ex. på en byggarbetsplats eller i fält) — kräver ett knappcellsbatteri
Kort sagt
MIGAL.CO Sensorbox är bryggan mellan svetsprocessen och datavärlden:
Exakt mätning, synkroniserade processdata, förbearbetning på enheten och säker eller realtidsfähig överföring – redo för övervakning, analys och nästa nivå av kvalitetssäkring.
Mätmetoder för ström, spänning och effekt
Mätmetoder för ström, spänning och effekt
MIGAL.CO Sensorbox beräknar exakta processparametrar för spänning, ström och effekt från högfrekventa rådata vid en samplingsfrekvens på 5 kHz. Spänning u(t) och ström i(t) fångas i korta tidsfönster och utvärderas digitalt:
- RMS-spänning (U_RMS) och RMS-ström (I_RMS) är de så kallade effektivvärdena. De beskriver tillförlitligt den elektriskt "effektiva" storheten även när signalen inte är sinusformad – vilket är typiskt vid svetsning.
- Effekten (P) beräknas som medelvärdet av den momentana effekten: för varje sampel beräknas u × i och medelvärdesbildas sedan över tidsfönstret. Detta ger ett stabilt effektvärde som rent återspeglar verkliga processförändringar (t.ex. kortslutningsfaser, ljusbågsinstabilitet, tråd-/gaspåverkan).
Dessa nyckeltal utgör grunden för liveövervakning, trendanalyser, kvalitetsutvärdering och efterföljande AI-stödd feldetektering.
RMS-spänning:
\[ U_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} u[k]^2} \]
RMS-ström:
\[ I_{\mathrm{RMS}}=\sqrt{\frac{1}{N}\sum_{k=0}^{N-1} i[k]^2} \]
Genomsnittlig aktiv effekt:
\[ P=\frac{1}{N}\sum_{k=0}^{N-1}\big(u[k]\cdot i[k]\big) \]
Tekniska data
| Gränssnitt | Ethernet (10/100 Mbit/s) |
| Dataöverföringsprotokoll | MQTT (3.1.1 och 5), UDP, OPC UA, Modbus TCP |
| Webbgränssnitt | För konfiguration och realtidsvisning |
| Matningsspänning | 9 - 12 volt DC |
| Nätverk | DHCP, statisk IP |
| Meddelandefrekvens | MQTT: 0,1 - 5 per sekund, UDP: 50 ramar × 256 värden per sekund |
| Kryptering | MQTT: TLS 1.3, UDP binärt okrypterat |
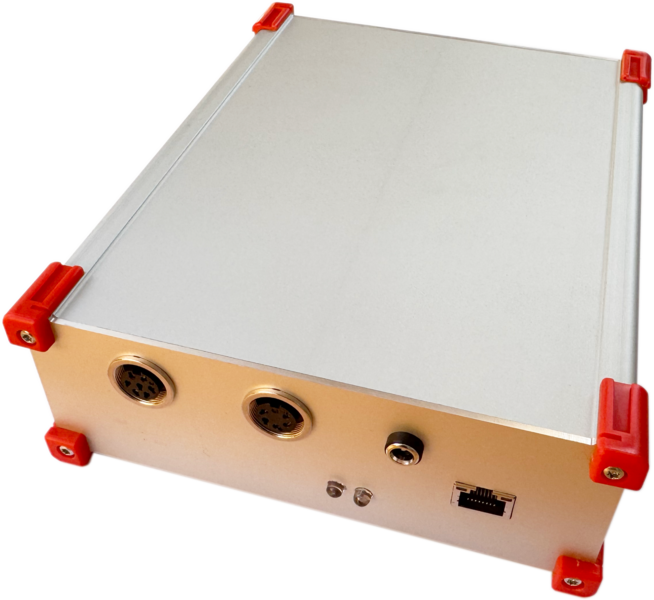
| Mått sensorbox | 200 x 160 x 60 mm (L×B×H) |
| Vikt sensorbox | 1,1 kg |
| Skyddsklass | IP 20 |
| Spänningsmätning | - 60 till + 60 volt (AC, DC), +/- 1 % av fullt skalutslag |
| Strömmätning | - 600 till + 600 ampere (AC, DC), +/- 1 % av fullt skalutslag |
| Tråddiameterintervall | 0,8 mm – 1,6 mm (större på begäran) |
| Pulsgivarupplösning | 0,114 mm, 600 pulser per varv |
| Trådmatningshastighet | 0 - 20 m/min |
| Noggrannhet trådhastighet | 0,7 % vid 10 m/min och 0,1 s samplingsintervall |
| Vikt pulsgivare | 0,40 kg |
| Gasflöde | 0,5 - 50 l/min |
| Noggrannhet gasflöde | +/- 3 % av maxvärdet |
| Vikt gasflödessensor | 0,10 kg |



MQTT-meddelande
Sensorboxen överför sina mät- och statusdata i ett kompakt JSON-format (JavaScript Object Notation). Varje meddelande motsvarar en tidsmässigt entydigt tilldelningsbar ögonblicksbild av svetsprocessen och innehåller både processnyckeltal, systemtillstånd och firmwareversioner.
Tid & sekvens
→ Används för synkronisering med andra system (InfluxDB, instrumentpanel, RoboScope, MES).
→ Gör det möjligt att upptäcka bortfall, paketförlust eller luckor i registreringen.
Elektriska nyckeltal
→ Dessa storheter möjliggör belastnings-/energianalys, bedömning av processtabilitet och jämförelse av jobb/parametrar.
Tråd & gas
→ Grund för processövervakning (t.ex. otillräcklig matning, trådfastkörning, feldetektering).
→ Redan korrigerat i Sensorboxen så att användaren direkt får ett praktiskt relevant värde.
→ Transparens kring hur mycket rådata har justerats på grund av kalibrering/miljöpåverkan.
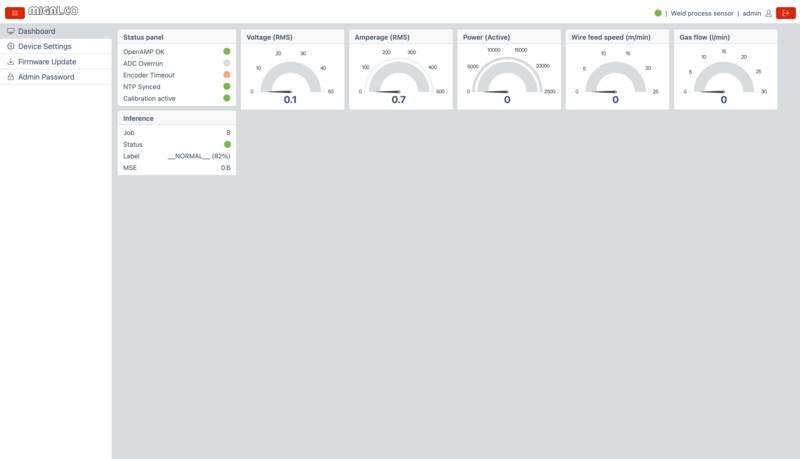
Statusobjekt (hälsa & diagnos)
Under status tillhandahålls viktiga diagnosflaggor som booleska värden:
→ Detta möjliggör fjärrdiagnos utan att användaren behöver direkt åtkomst till hårdvaran.
Firmwareversioner (spårbarhet)
Exempel:
{
"ts": "2026-01-21T10:15:23.123Z",
"seq": 4711,
"u_rms": 23.45,
"i_rms": 156.78,
"p_rms": 3680.2,
"wire_m_min": 8.50,
"gas_l_min": 12.30,
"gas_cf": 1.07,
"status": {
"openamp_ok": true,
"adc_overrun": false,
"encoder_timeout": false,
"ntp_synced": true
},
"fw": {
"m7": "1.0.3",
"m4": "1.0.3"
}
}UDP-höghastighetsström (rådatapaket)
För högupplöst analys (oscilloskopvy, histogram, händelsedetektering) skickar Sensorboxen dessutom en binär/CSV-liknande UDP-dataström parallellt med JSON-telemetrin. Varje UDP-paket innehåller ett huvud med metadataföljt av ett block med ADC-råsampel för spänning och ström.
1) Pakethuvud (metadata)
→ Detta gör att mottagaren tillförlitligt kan identifiera data som en "Sensorbox-ram" och förkasta felaktiga eller främmande paket.
Tidsstämpel i millisekunder.
→ Möjliggör tidskorrekt visning (t.ex. livekurva), loggning och synkronisering med andra källor.
Sekventiellt sekvensnummer.
→ Paketförluster eller ordningsfel (UDP!) blir omedelbart synliga.
Antal sampel per kanal i detta paket.
→ Ett paket är ett "datablock" (ram) med en exakt definierad omfattning.
Aktuellt gasflöde (l/min) som metainformation för sampelblocket.
→ Praktiskt för att direkt korrelera oscilloskopdata med processparametrar.
Trådmatningshastighet (m/min) vid samma tidpunkt.
→ Kan vara 0 om tråden står still eller om ett pulsgivar-/signalproblem föreligger.
Bitmask för systemtillstånd/felflaggor (t.ex. ADC-överskridning, pulsgivar-timeout, OpenAMP OK, NTP-synk).
→ Diagnos utan extra förfrågningar – varje paket bär sin hälsostatus.
Kalibrerings-/konverteringsparametrar.
→ Detta gör att mottagaren kan konvertera rådata till fysikaliska storheter (eller medvetet lagra rådata och rekonstruera senare med samma parametrar).
2) Sampeldata (nyttolast)
Efter huvudet följer en tabell/sekvens:
→ Utifrån detta kan mottagaren:
- Generera oscilloskopkurvor (u(t), i(t))
- Beräkna RMS/effekt/ljusbågsstabilitet
- Upptäcka toppar, kortslutningar, spruthändelser
- Skapa histogram/fördelningar (t.ex. strömfördelning per jobb)
Varför UDP?
UDP är idealiskt för livestreaming av stora datavolymer:
- Mycket låg latens
- Låg protokoll-overhead
- "Best effort" (paketförlust möjlig) → därför: seq i huvudet
För robust lagring/efterfyllning används vanligtvis de "långsamma" telemetrikanalerna (t.ex. JSON via MQTT/HTTP) parallellt, medan UDP används för realtidsvisning (RoboScope).
Exempel på Python-kod för att mata ut UDP-strömmen i terminalen (anropas t.ex. med python3 udp_dump.py 9000):
#!/usr/bin/env python3
import argparse
import socket
import struct
import math
MAGIC_OSCI = 0x3143534F # "OSCI"
FLAG_STATUS = 0x0001
FLAG_CAL = 0x0002
BASE_HDR_FMT = " len(buf):
return None
off = BASE_HDR_LEN
ts_ms, = struct.unpack_from(" header_len:
return None
status, = struct.unpack_from(" header_len:
return None
u_gain, u_offset, i_gain, i_offset = struct.unpack_from("> 16) & 0xFFFF
off += 4
# physikalisch (falls Gain/Offset gesetzt)
u = u_raw * u_gain + u_offset
cur = i_raw * i_gain + i_offset
u_vals.append(u)
i_vals.append(cur)
print(f"{i:4d}: u_raw={u_raw:5d} i_raw={i_raw:5d} u={u:.3f} i={cur:.3f}")
if args.rms and nprint > 0:
u2 = sum(x*x for x in u_vals) / nprint
i2 = sum(x*x for x in i_vals) / nprint
p = sum(u_vals[j] * i_vals[j] for j in range(nprint)) / nprint
print(f"-> U_rms={math.sqrt(u2):.3f} I_rms={math.sqrt(i2):.3f} P_mean={p:.3f} (über {nprint} Samples)")
if __name__ == "__main__":
main()
OPC UA-variabelnoder
Servern exponerar 5 skrivskyddade variabler i namespace ns=1:
| Variabel | NodeID | Typ | Enhet | Beskrivning |
|---|---|---|---|---|
| Ström | ns=1;i=6001 | Double | A | Effektivvärde (RMS) |
| Spänning | ns=1;i=6002 | Double | V | Effektivvärde (RMS) |
| Effekt | ns=1;i=6003 | Double | W | Momentan effekt |
| Gasflöde | ns=1;i=6004 | Double | l/min | Korrigerat volymflöde |
| Trådhastighet | ns=1;i=6005 | Double | m/min | Pulsgivarbaserad |
Modbus TCP (PLC-anslutning)
Modbus TCP är ett brett använt industriellt protokoll för kommunikation mellan programmerbara styrsystem (PLC) och fältenheter. Sensorboxen tillhandahåller en integrerad Modbus TCP-server som gör att en PLC kan läsa de viktigaste svetsprocessparametrarna direkt som Holding Registers.
Detta gränssnitt kan utökas med skrivbara register, vilket gör att en PLC eller robotstyrning aktivt kan överföra information till Sensorboxen – såsom aktuell svetssträng-ID, jobbnummer eller programnummer. Detta möjliggör fullständig spårbarhet och kvalitetsdokumentation för varje enskild svetssträng.
Detta gör att din robotstyrning kan kommunicera med Sensorboxen i realtid – grunden för automatiserad kvalitetssäkring i en uppkopplad svetsproduktion.
Kontakta oss – vi utvecklar tillsammans med dig rätt integration för din befintliga automationsinfrastruktur.
Leveransomfattning
- Sensorbox med mikrokontroller och kontakter för Ethernet, strömförsörjning (9–12 V DC) och pulsgivare, 12 V instickströmförsörjning och PoE-adapter, 3-polig kabelkontakt för spänningsmätning med 5 m tvinnad mätkabel.
- Trådsensor (pulsgivare) med 1,5 m kabel och 5-polig kabelkontakt.
- Gassensor med 2 m kabel och 7-polig kabelkontakt.
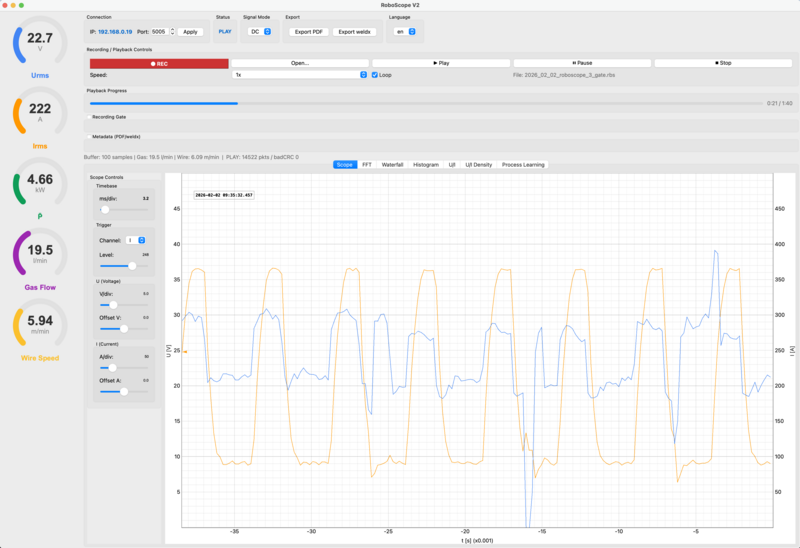
RoboScope-programvara för visualisering av svetsdata
RoboScope är den medföljande PC-programvaran för MIGAL.CO Sensorbox och finns för Windows och macOS. Den används för livevisualisering, analys, registrering och diagnos av insamlade svetsprocessdata – idealisk för idrifttagning, processoptimering och felsökning direkt vid arbetsplatsen eller i laboratoriet.
Livevisualisering (oscilloskop)
RoboScope visar ström- och spänningsförloppen i realtid (vanligtvis via UDP-realtidsströmmen). Detta gör toppar, dippar, instabiliteter eller ovanliga signalmönster omedelbart synliga.
Spektralanalys (FFT)
RoboScope erbjuder en spektrum-/FFT-visning för att analysera frekvenskomponenter i mätsignalerna. Detta är särskilt användbart för att identifiera störningar, svängningar eller återkommande mönster i processen.
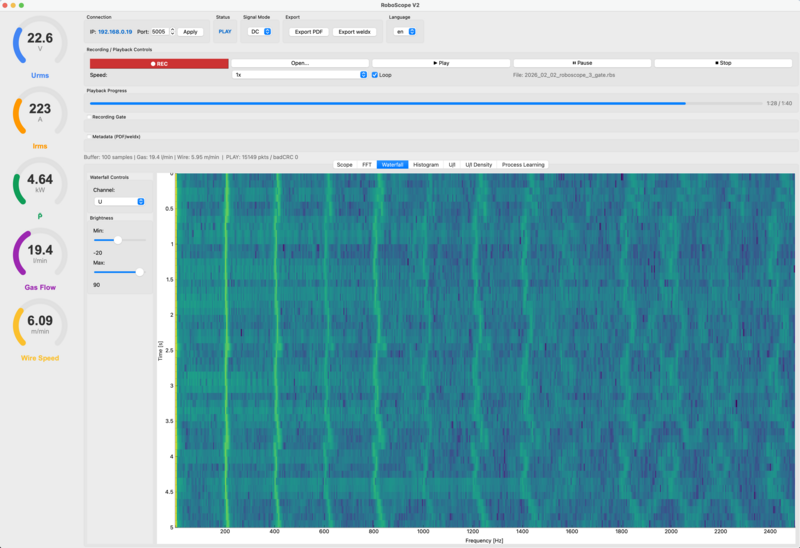
Utöver FFT-vyn tillhandahåller RoboScope ett vattenfallsdiagram (spektrogram). Medan FFT endast visar "det aktuella ögonblicket" som ett frekvensspektrum, visar vattenfallsdiagrammet frekvenskomponenterna över tid – dvs. en 3D-spektralanalys (frekvens × tid × amplitud/färg).
- x-axel: frekvens (Hz)
- y-axel: tid (s), t.ex. de senaste 0 till 5 sekunderna, där nya spektra börjar högst upp och "rullar" nedåt
- Färg / intensitet: signalstyrka eller amplitud (vanligtvis i dB)
Detta gör att du med en blick kan se om och när vissa frekvenser uppträder, hur störningar förändras, om frekvenser driver, om det finns periodiska mönster, eller om svängningar bara uppträder kortvarigt.
Detta är särskilt användbart för att:
- Hitta tidsvarierande störningar (t.ex. EMI-pulser, lastförändringar)
- Observera resonanser/svängningar
- Göra återkommande mönster i processen synliga
- Jämföra skillnader mellan U och I över tid
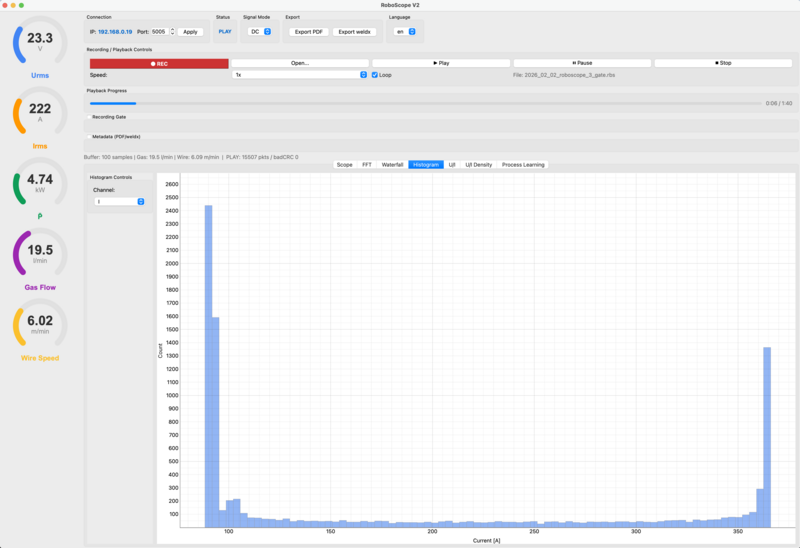
Histogram
Histogramvyn gör att fördelningen av mätvärden över en period kan utvärderas. Detta avslöjar snabbt om processen körs stabilt (smal fördelning) eller om spridning och avvikare förekommer – en värdefull grund för kvalitetsbedömning, jobbjämförelse och härledning av meningsfulla gränsvärden.
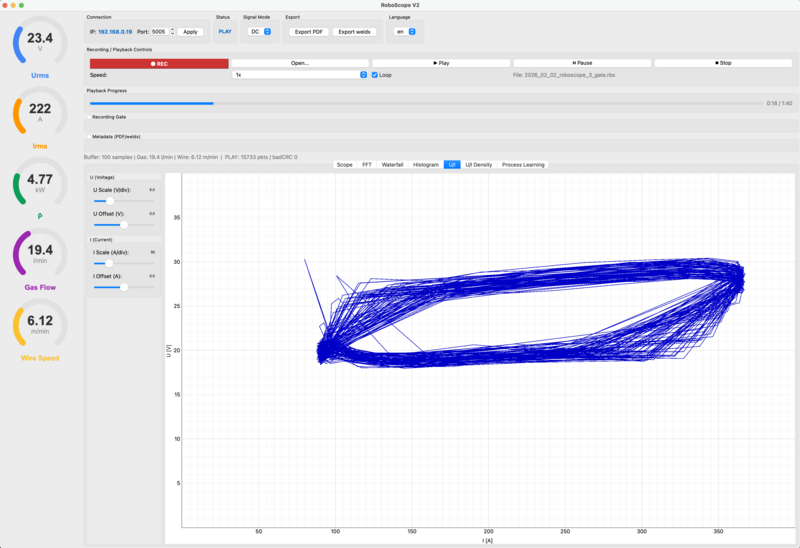
U-I-diagram (karakteristikplot)
U-I-diagrammet plottar spänningen (U) mot strömmen (I) – dvs. inte över tid, utan som ett punktmoln/en kurva i karakteristikrummet. Varje mätpunkt från liveströmmen plottas som ett (U, I)-par. Detta ger en överblick av hur processen "beter sig elektriskt".
- Kompakt, stabilt moln / smal kurva → processen körs jämnt och reproducerbart.
- Brett moln, avvikare, hopp → spridning, instabilitet, oönskade händelser (t.ex. kortslutnings-/ljusbågsövergångar, kontaktproblem, störningar).
- Göra processmönster synliga: många svetsprocesser ger karakteristiska former (slingor/kluster). Förändringar i trådmatning, gas, kontaktmunstycke, jordklämma, parametrar osv. förskjuter eller deformerar denna signatur – ofta igenkännbar tidigare än i tidsplotten.
- Jämförelse av jobb/uppställningar: U-I-diagrammet är utmärkt för att direkt jämföra två jobb eller två tillstånd: samma form = liknande processbeteende, olika form = parametern/processen har ändrats.
- Gränsvärden & kvalitetslogik: från molnet kan karakteristiska intervall härledas (tillåten "processzon"). Så snart punkter uppträder utanför kan RoboScope tolka detta som en indikation på avvikelser/fel.
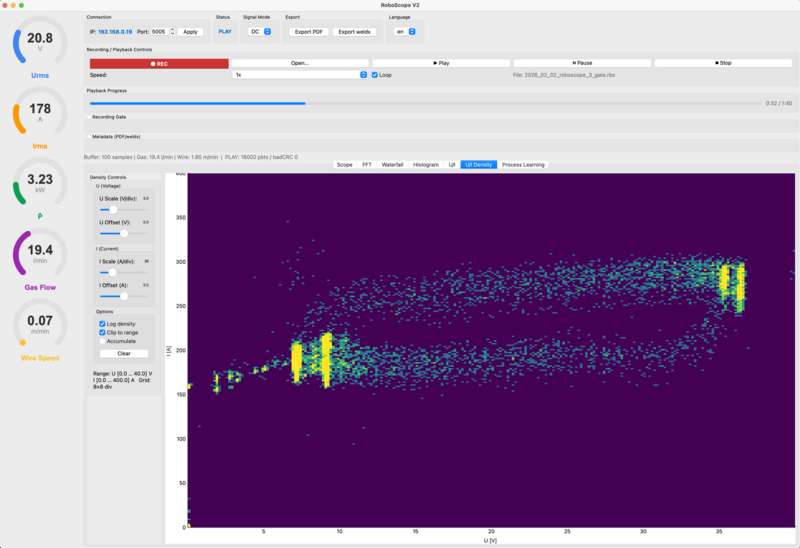
Det U-I-densitetsdiagrammet (densitetsvärmekarta) visar fördelningen av spänning U och ström I som ett punktmoln med frekvensfärgning. Istället för att visa signalen över tid placeras varje mätsampel som en punkt i U-I-koordinatsystemet: x-axel = U (V), y-axel = I (A). Färgintensiteten anger hur ofta en viss kombination av U och I förekommer – ljusa områden betyder "ofta", mörka områden betyder "sällan".
Detta möjliggör en mycket snabb bedömning av processen:
- Stabilitet & spridning: ett kompakt, tätt moln indikerar en stabil process; bred spridning indikerar instabilitet eller fluktuationer.
- Processtillstånd: flera moln/kluster kan indikera olika driftstillstånd eller övergångar.
- Avvikare: sällsynta händelser (toppar, störningar) blir synliga som glest befolkade områden.
- Processfönster: densitetsfördelningen gör att typiska driftsintervall kan identifieras och gränsområden definieras.
Registrering, uppspelning & export
RoboScope kan registrera mätdata, spela upp dem (replay) för senare analyser och exportera dem för externa utvärderingar. Detta underlättar dokumentation, grundorsaksanalys och vidare bearbetning i egna verktyg.
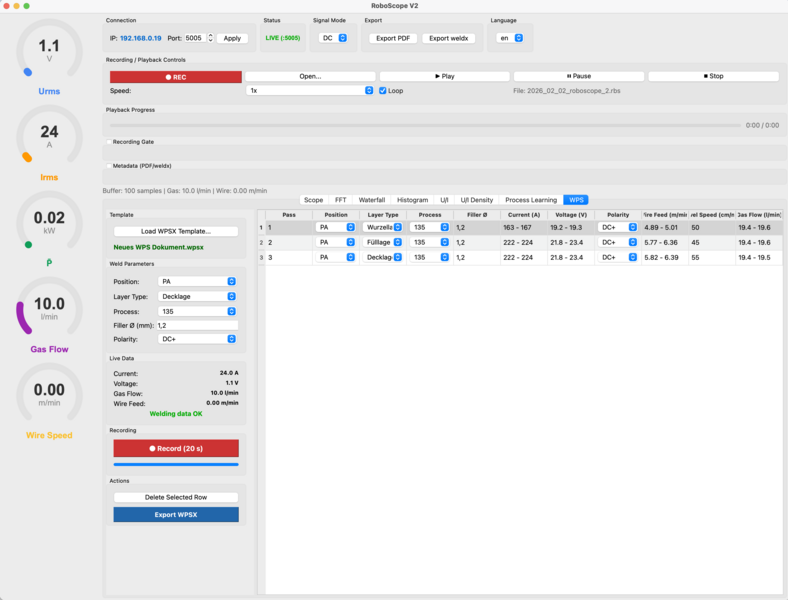
Fånga svetsdata och exportera dem direkt till en WPS-Maker 2 (.wpsx)-mall. Enskilda svetssträngar registreras under 20 sekunder och läggs till i en lista som kan redigeras i efterhand. När listan är klar exporteras den till en ny .wpsx-fil, som sedan kan redigeras vidare i WPS-Maker 2.
Dessutom stöder RoboScope export av registrerade mätdata i det öppna weldx-dataformatet.
Detta gör att de högupplösta svetsprocessdata kan lagras på ett strukturerat, långsiktigt och tillverkarneutralt sätt.
De exporterade weldx-filerna innehåller de tidsupplösta mätsignalerna (t.ex. ström, spänning, trådmatning, gasflöde) inklusive tidsbas och metadata, och kan därefter:
- Kompletteras med ytterligare process- och kontextdata (t.ex. svetsfogsgeometri, komponentinformation, WPS)
- Bearbetas vidare i externa analys- och forskningsmiljöer
- Tjäna som grund för kvalitetssäkring, spårbarhet och AI-stödd utvärdering
Därmed överbryggar RoboScope klyftan mellan livediagnos vid svetsstationen och hållbar, datadriven dokumentation av svetsprocessen.
Diagnos & övervakning
Utöver kurvorna tillhandahåller RoboScope även tekniska insikter såsom tidsstämplar, sekvensnummer och paketstatus. Detta gör att man snabbt kan verifiera om data anländer fullständigt, synkront och rimligt – särskilt användbart för nätverks- eller integrationsfrågor.
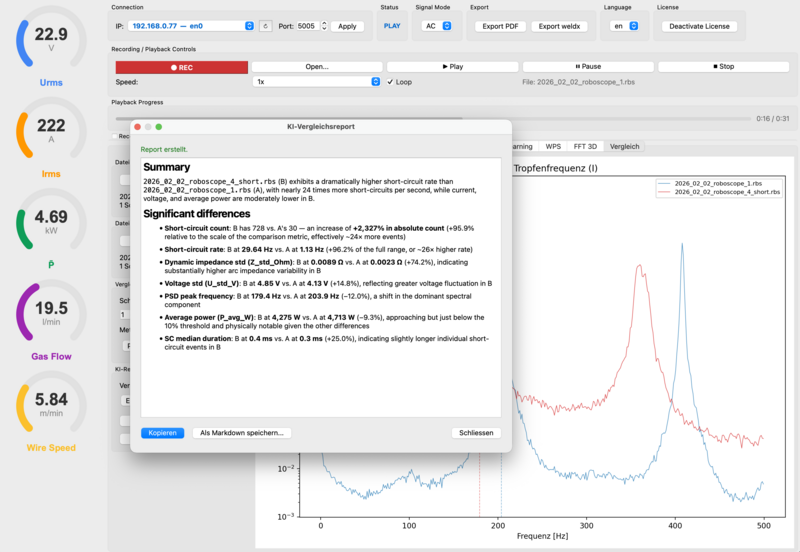
Processjämförelse med AI-utlåtanderapport
Två svetsar. En tydlig rapport. På några sekunder.
Fliken Jämförelse i RoboScope förvandlar det som normalt tar timmar i ett svetslaboratorium till ett enda klick: en robust, reproducerbar rapport om vad som faktiskt har förändrats mellan två processer – fysiskt, inte på magkänsla.
Så fungerar det
- Ladda två inspelningar. Valfria .rbs filer – från laboratoriet, från förserietestning eller direkt från Sensorboxen i verkstaden. RoboScope identifierar automatiskt varje enskild svets i dem.
- Välj en metod. Nio överlagrade visualiseringar, var och en belyser en olika aspekt av ljusbågen.
- Generera AI-rapporten. Ett klick – RoboScope extraherar mer än 20 fysikaliska storheter per inspelning, beräknar de relativa avvikelserna och överlämnar dem till en AI-modell som omvandlar dem till en koncis rapport på vanligt språk.
Nio jämförelsemetoder – ett klick per perspektiv
| Metod | Vad den visar |
|---|---|
| PSD / droppfrekvens | Förskjutningar i de dominerande processfrekvenserna – t.ex. metallöverföringsrytmen |
| Kortslutningsstatistik | Antal, frekvens och varaktighetsfördelning för kortslutningar |
| Impedans Z(t) | Dynamiskt ljusbågsmotstånd över tid |
| RMS-envelopp | Direkt överlagring av I, U eller P |
| U/I-fasplot | Ljusbågskarakteristik som en fasrumsbild |
| Waveletskillnad | Var i tid–frekvensplanet divergerar processerna? |
| Poincaré-plot | Cykel-till-cykel-stabilitet och variabilitet (SD1/SD2) |
| Koherensspektrum | Frekvensberoende koppling mellan ström och spänning |
| U/I-korskorrelation | Tidsfördröjning mellan spännings- och strömhändelser |
Varje metod levereras med en kort förklaring i appen – begriplig utan examen i signalbehandling.
AI-utlåtanderapporten
Med ett knapptryck analyserar RoboScope antingen en enda vald svets eller varje svets i båda inspelningarna och producerar en strukturerad rapport:
- Sammanfattning – en eller två meningar som beskriver vad som skiljer sig mellan A och B.
- Signifikanta skillnader – de bedömda storheterna med absoluta värden och procentuell avvikelse. Endast poster vars skillnad är fysiskt relevant listas (tumregel: > 10 %).
Rapporten streamas i realtid, finns tillgänglig på tyska eller engelska, kan kopieras eller sparas som en Markdown-fil, och är därför redo för godkännandedokumentation och revisioner direkt.
Vilka storheter matar rapporten
- Ström & spänning: RMS, medelvärde, standardavvikelse, topp-till-topp
- Effekt: medelvärdesbildad momentan effekt
- Kortslutningsbeteende: antal, frekvens (Hz), medel- och medianvaraktighet, spridning
- Spektrum: PSD-toppfrekvens och bandeffekt 1 – 500 Hz
- Ljusbågsimpedans: medelvärde och standardavvikelse för det dynamiska motståndet
- Stabilitet: Poincaré-storheter SD1 / SD2
- U/I-koppling: medelkoherens i bandet 50 – 500 Hz
Jämförelsen bygger helt på dessa objektiva storheter – AI:n tolkar inte data som inte finns i signalen och erbjuder medvetet ingen spekulation om grundorsaker och inga rekommendationer. Detta håller rapporten spårbar och revisionsvänlig.
Integritet & kostnadskontroll
- Den Anthropic API-nyckeln lagras lokalt och krypterat på användarens dator – inte i molnet, inte i inspelningen.
- Analysen körs på begäran: du bestämmer när en rapport genereras.
Typiska användningsfall
- WPS-validering: motsvarar produktionskörningen fortfarande förfarandeprövningsprotokollet?
- Maskin-till-maskin-jämförelse: levererar robot #2 verkligen samma process som robot #1?
- Byte av trådparti: har det nya partiet en mätbar effekt på ljusbågen?
- Skiftjämförelse: driver processen mellan morgon- och kvällsskiftet?
- Reklamationsanalys: hur skiljer sig den underkända strängen faktiskt från en känd god?
Från jämförelse till kontinuerlig övervakning
Med MIGAL.CO Sensorbox blir en engångsjämförelse ett kontinuerligt kvalitetsverktyg: på begäran genererar RoboScope en AI-modell av referensprocessen och distribuerar den direkt till Sensorboxen. Där övervakar den svetsprocessen självständigt – ingen PC, inget moln – och rapporterar anomalier via MQTT, OPC UA, Modbus TCP eller webbinstrumentpanel.
Från ljusbåge till beslut. Utan omväg via timmar av plottrullning.


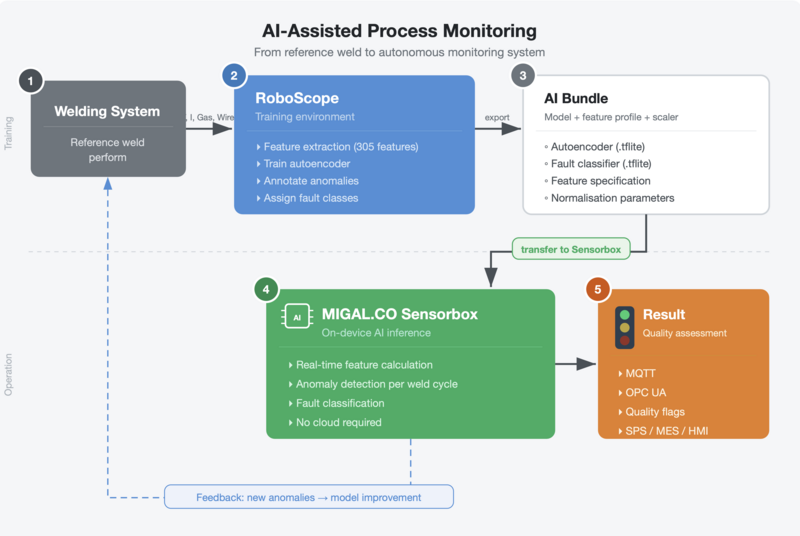
AI-stödd processövervakning
Sensorboxen har en integrerad AI-inferensmotor. Tränade modeller för anomalidetektering körs direkt på Cortex-M7 — ingen PC, AI-server eller molnanslutning krävs, i realtid.
Denna funktion implementeras projektspecifikt, eftersom integrationen i befintliga produktionsflöden — i synnerhet tilldelningen av svetsjobb till övervakningsprofiler — anpassas individuellt till varje kunds miljö.
Principen: med hjälp av RoboScope-programvaran används en referenssvets för att skapa en modell av processens normaltillstånd. Denna modell överförs till Sensorboxen, som sedan utvärderar varje svetscykel självständigt. Avvikelser detekteras och kan vidarebefordras till styrsystem via MQTT eller OPC UA.
Huvudfunktioner:
- Inferens på enheten utan molnberoende
- Automatisk anomalidetektering baserad på flerdimensionella processegenskaper
- Valfri felklassificering (t.ex. porositet, sprut, strängavbrott)
- Flera övervakningsprofiler för olika svetsuppgifter
- Resultat som kvalitetsflaggor i den befintliga MQTT-dataströmmen
Typisk projektomfattning:
- Val och konfiguration av processrelevanta egenskaper
- Modellträning baserad på referenssvetsar vid maskinen
- Integration med kundens jobbhanteringssystem (PLC, MES eller robotstyrning)
- Idrifttagning och validering i skarp produktion
Hör av dig — vi tar tillsammans reda på hur AI-övervakning passar in i din tillverkningsmiljö.