




Fånga trådmatningsslirning innan den blir en svetsdefekt.
Referensbaserad trådmatningsövervakning för robotiserad MIG/MAG-svetsning — på 100 % av din produktion, utan att röra strömkällan eller robotstyrningen.


Problemet: slirning är osynlig — tills delen blir defekt
Slitna matarhjul, felaktigt anläggningstryck, nötning, friktion i trådledaren, utslitna kontaktmunstycken: slirning mellan tråd och matarhjul orsakar fluktuerande trådmatning, processinstabilitet och svetsdefekter. Och det sker tyst.
Varför fångar inte svetssystemet detta självt?
För att det fysiskt inte kan. Svetsströmkällor mäter inte egentligen trådhastigheten — de härleder matningshastigheten från matarmotorns varvtal. Så länge motorn snurrar som beordrat rapporterar maskinen att allt är i sin ordning. Men slirningen sker nedströms om motorn, mellan matarhjulen och tråden: hjulen snurrar, tråden följer inte med. Ur maskinens synvinkel ser en slirande tråd och en perfekt matad tråd identiska ut.
Och lösningen att jämföra mot börvärdet från strömkällan misslyckas också i praktiken: börvärdet är låst bakom tillverkarspecifika bussprotokoll. Integrationen är komplex, systemspecifik och måste konstrueras om varje gång strömkällan byts.
Det enda tillförlitliga sättet att upptäcka slirning är att mäta trådhastigheten själv. Det är precis vad MWS-2 gör.
Lösningen: din godkända del är referensen
Wiresensor MWS-2 tar en annan väg — principen om den ”gyllene delen”. I stället för ett börvärde från styrningen fungerar den uppmätta signalen från en verifierad godkänd del som referens.
En slirfri tvårullsmätmekanism med en högupplöst pulsgivare mäter den verkliga trådrörelsen — direkt på tråden, oberoende av matarmotorn, och därmed inklusive exakt den slirning som maskinen själv inte kan se. En del med flera svetsar vid olika matningshastigheter ger ett karakteristiskt, reproducerbart hastighetsmönster. Lär in det en gång; från och med då jämförs varje tillverkad del automatiskt mot det.
Ingen bussintegration. Ingen tillverkarinlåsning. En sensor, eftermonterbar på vilket system som helst — till ett pris som gör det ekonomiskt att utrusta varje enskild cell.
Installationen: två komponenter, tio minuter, valfri webbläsare
Det kompletta systemet består av exakt två delar:
-
Sensorn — en mätrulle som löper på tråden, kopplad till en högupplöst pulsgivare. Monterad nära matarenheten rör den ingenting annat än tråden.
-
Edge-boxen — en kompakt styrenhet som gör allt ombord: segmentering, referenser, höljesjämförelse, statistik, webbinstrumentpanel, dataloggning.
Anslut boxen till ditt nätverk — eller låt bli. Den fungerar även punkt till punkt med en enda Ethernet-kabel direkt in i en bärbar dator, utan att någonsin röra ditt anläggningsnätverk.
En äkta edge-enhet — inget att installera, inget att patcha
Det finns inget Windows, inget Linux-skrivbord, inget operativsystem i vanlig mening — bara ändamålsbyggd firmware på en mikrokontroller. Det innebär:
-
Ingen programvaruinstallation på någon dator, någonsin. Du öppnar instrumentpanelen i valfri webbläsare — det är allt.
-
En minimal angreppsyta. Inga operativsystemtjänster, inga öppna filutdelningar, inga väntande säkerhetsuppdateringar, inget antivirus, inget för utpressningsprogram att kryptera. IT-avdelningar godkänner den på ett möte i stället för tio.
-
Ingen ändlös underhållstretmölla. Boxen behöver inga uppdateringar för att fortsätta fungera — den bara går.
Från uppackning till produktion
-
Montera sensorn efter matarenheten, anslut den till boxen, koppla in ström och Ethernet.
-
Öppna en webbläsare, anslut till boxen — ingen klientprogramvara, ingen licensserver.
-
Spela in, programmera inte. Att skapa ett övervakningsprogram innebär helt enkelt att spela in några godkända delcykler med Lär in-knappen. Ingen skriptning, inga parameterstudier — de godkända delarnaär programmet.
-
Aktivera och gå. Från och med då arbetar boxen helt autonomt: den övervakar varje del, loggar data ombord, utlöser larm — och strömmar, om du vill, allt via MQTT till ditt MES, SCADA, instrumentpanel eller databas. Var som helst. Eller ingenstans: den arbetar lika gärna helt fristående.
Tekniska data
| Tråddiameterområde | 0,8 mm – 1,6 mm (större på begäran) |
| Pulsgivarupplösning | 0,028601 mm, 600 pulser per varv |
| Noggrannhet | 0,7 % vid 10 m/min och 0,1 s samplingsintervall |
| Gränssnitt | Ethernet (10/100 Mbit/s) |
| Datautmatningsprotokoll | MQTT (3.1.1 och 5) |
| Webbgränssnitt | För konfiguration och realtidsvisning |
| Matningsspänning | 9 - 12 volt DC |
| Nätverk | DHCP, fast IP |
| Meddelandefrekvens | 0,1 - 5 per sekund |
| Kryptering | TLS 1.3 |
| Trådmatningshastighet | 0 - 50 m/min |
| Mått på sensorbox | 160 x 100 x 60 mm (LxBxH) |
| Vikt sensorbox | 0,55 kg |
| Vikt pulsgivare | 0,40 kg |
| Kapslingsklass | IP 20 |
MQTT-meddelande
JSON-objekt med följande fält:
-
timestamp: millis – Tidpunkten då mätningen registrerades.
-
v: Float – Trådmatningshastigheten i meter per minut vid den angivna tidsstämpeln.
-
mm: Float – Trådlängden i millimeter som matats sedan föregående meddelande.
Exempel:
mws/dev1/speed
ts: 1783582121500
v: 4.54
mm: 37.83
ts: 1783582122000
v: 7.34
mm: 61.14
ts: 1783582122500
v: 6.79
mm: 56.59
JSON-objekt med följande fält:
-
part: int – Numret på delen
-
seam: int – Numret på fogen
-
result: string - Resultatet OK eller NOK
mws/dev1/seam
part: 2
seam: 1
result: "OK"
part: 2
seam: 2
result: "NOK"
Leveransomfattning
- Sensorbox med mikrokontroller och kontakter för Ethernet, strömförsörjning (9–12 V DC), trådsensor, 12 V instickströmförsörjning och PoE-adapter.
- Trådsensor (pulsgivare) med 1,5 m kabel och kontakt.
Så fungerar det
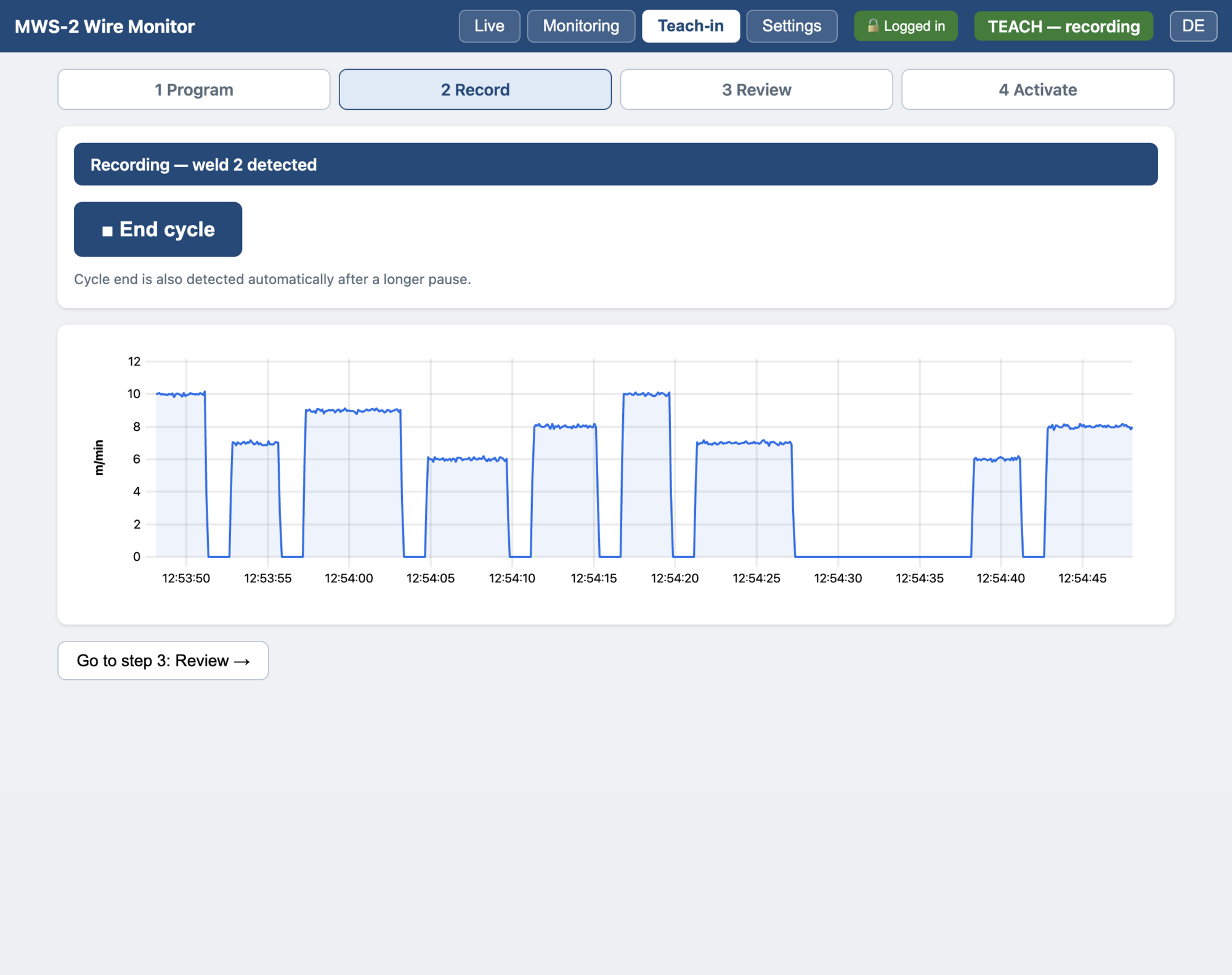
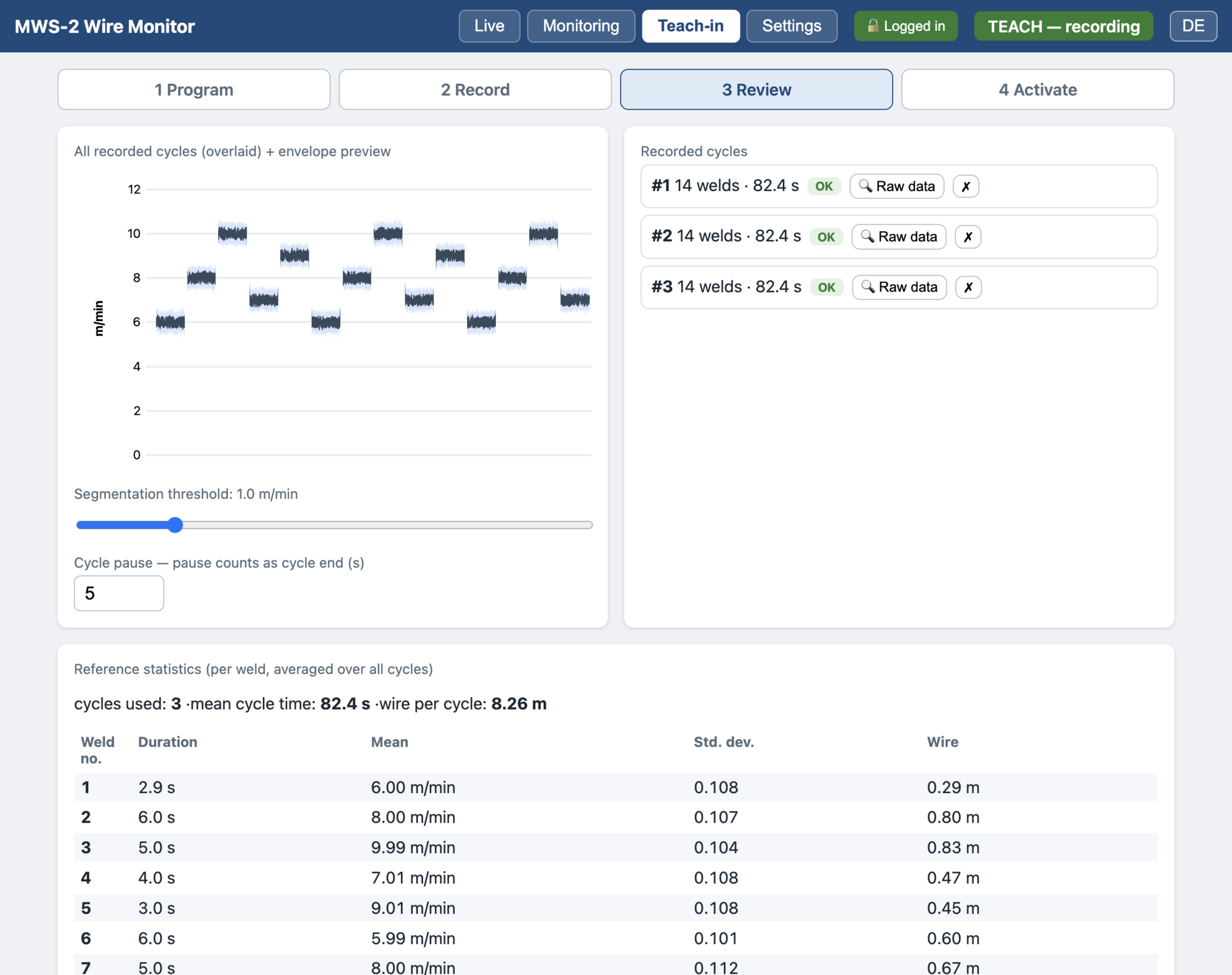
1 — Lär in din godkända del
Direkt i den inbyggda webbinstrumentpanelen, utan extra programvara: tryck på Lär in, kör en komplett delcykel med verifierat korrekt trådmatning, tryck på Stopp. Upprepa för en handfull cykler — varje inspelning visas i en lista och kan granskas eller raderas. Systemet bygger en medelkurva med ett statistiskt toleransband (hölje) för varje enskild svets och kompenserar automatiskt för små variationer i svetstid.
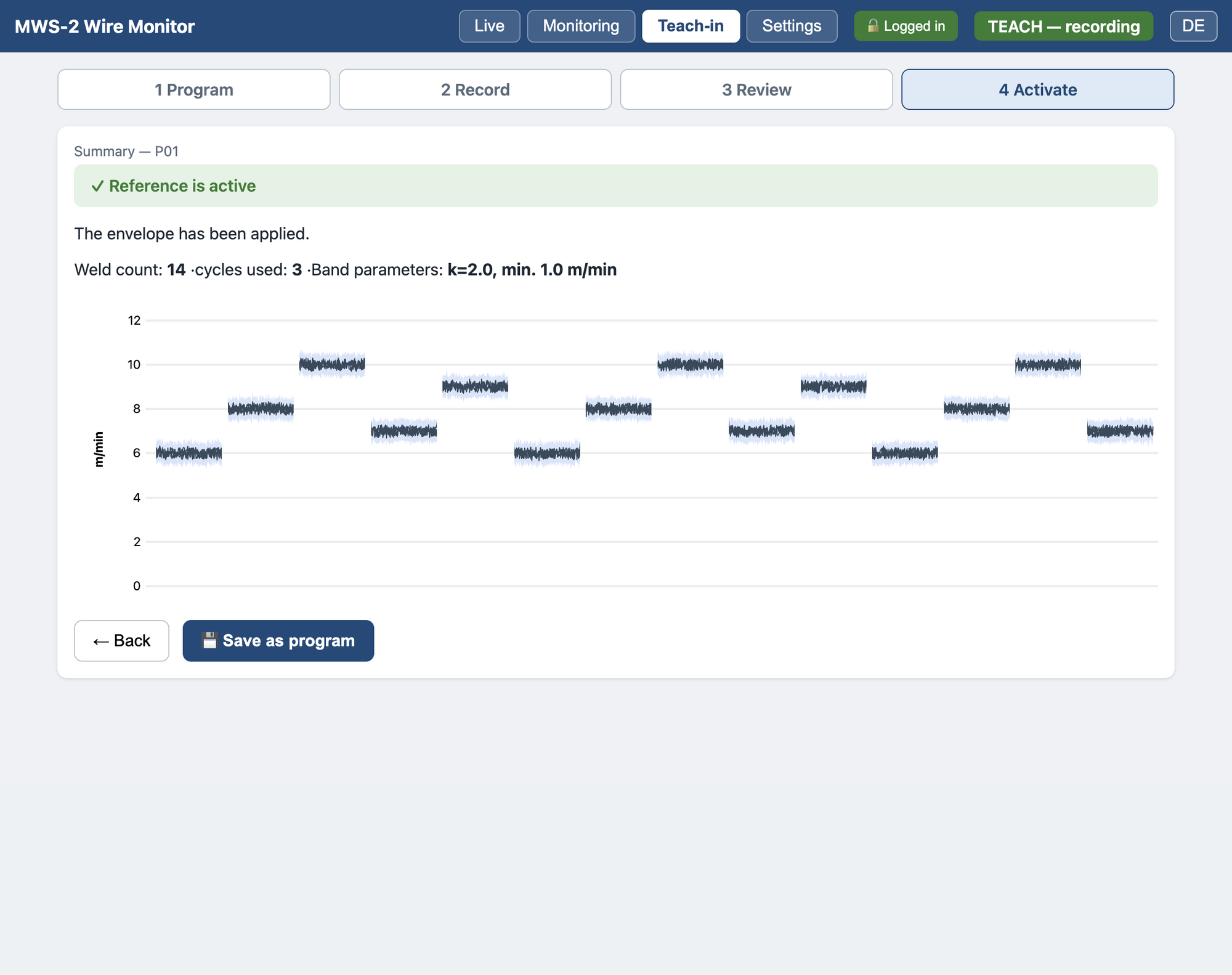
2 — Svetsarna upptäcker sig själva
Ingen kabeldragning till roboten behövs för segmenteringen: tråden rör sig bara under svetsning, så svetsarna upptäcks direkt från trådsignalen själv. Svets 1, svets 2, … svets n — varje svets kontrolleras mot sin egen referens; 20 eller fler svetsar per del hanteras med lätthet. Trådframmatning och återbränningsdrag (burn-back) filtreras bort automatiskt. Alternativt gör ett programstartmeddelande via MQTT eller en signal från PLC:n tilldelningen helt deterministisk.
3 — Övervaka varje del i produktion
Två kriterier körs parallellt, live på varje svets:
-
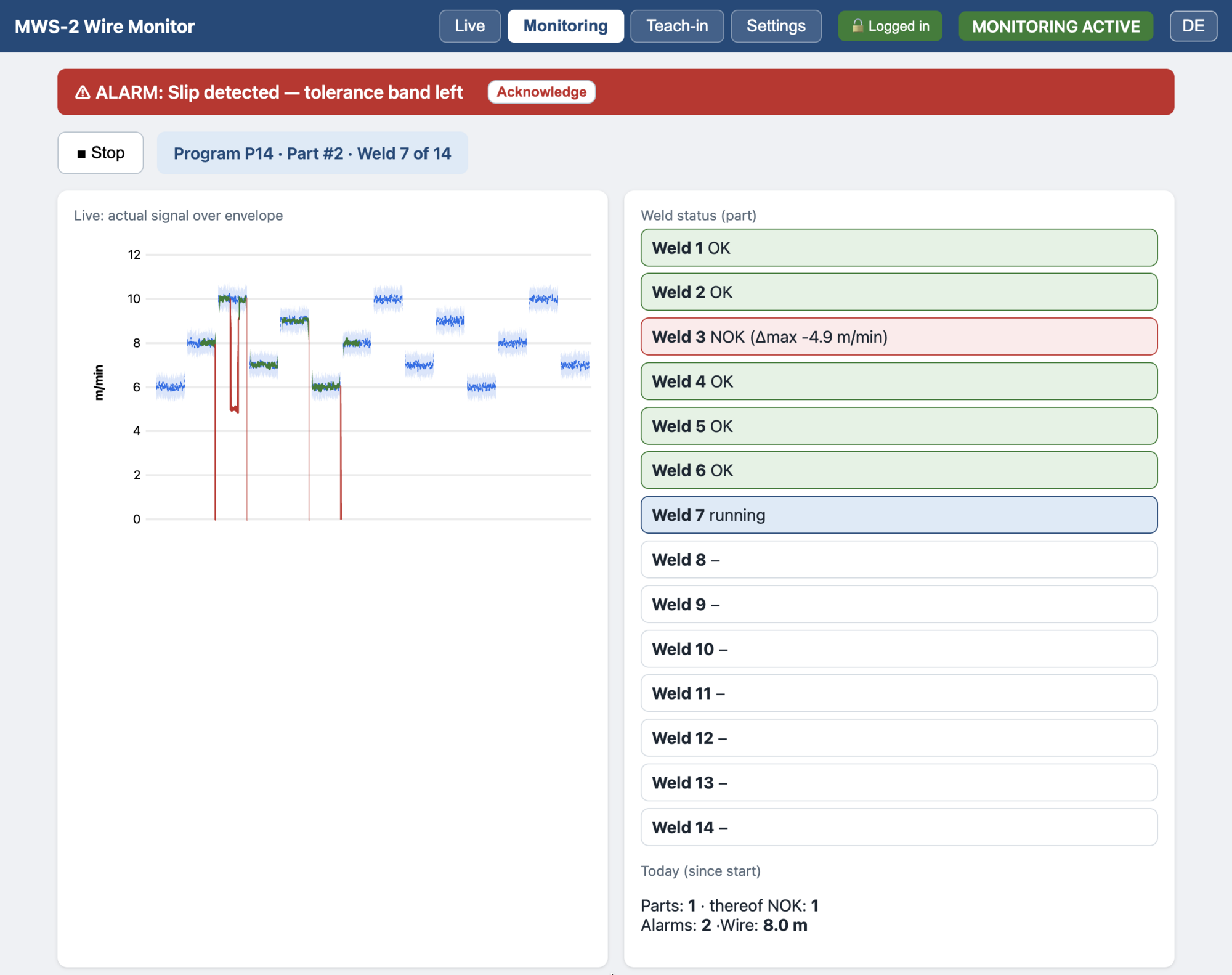
Höljesjämförelse — om den uppmätta hastigheten lämnar toleransbandet längre än en inställbar minsta varaktighet, utlöses ett larm med exakt del-, svets- och tidsreferens.
-
Statistik per svets — medelhastighet, standardavvikelse och matad trådlängd följs som trender över delar. Begynnande slirning visar sig här först: något minskat medelvärde, ökad spridning, återkommande korta dippar. Du får en tidig varning medan delarna fortfarande är bra — och samtidigt en slitageindikator för rullar och trådledare.
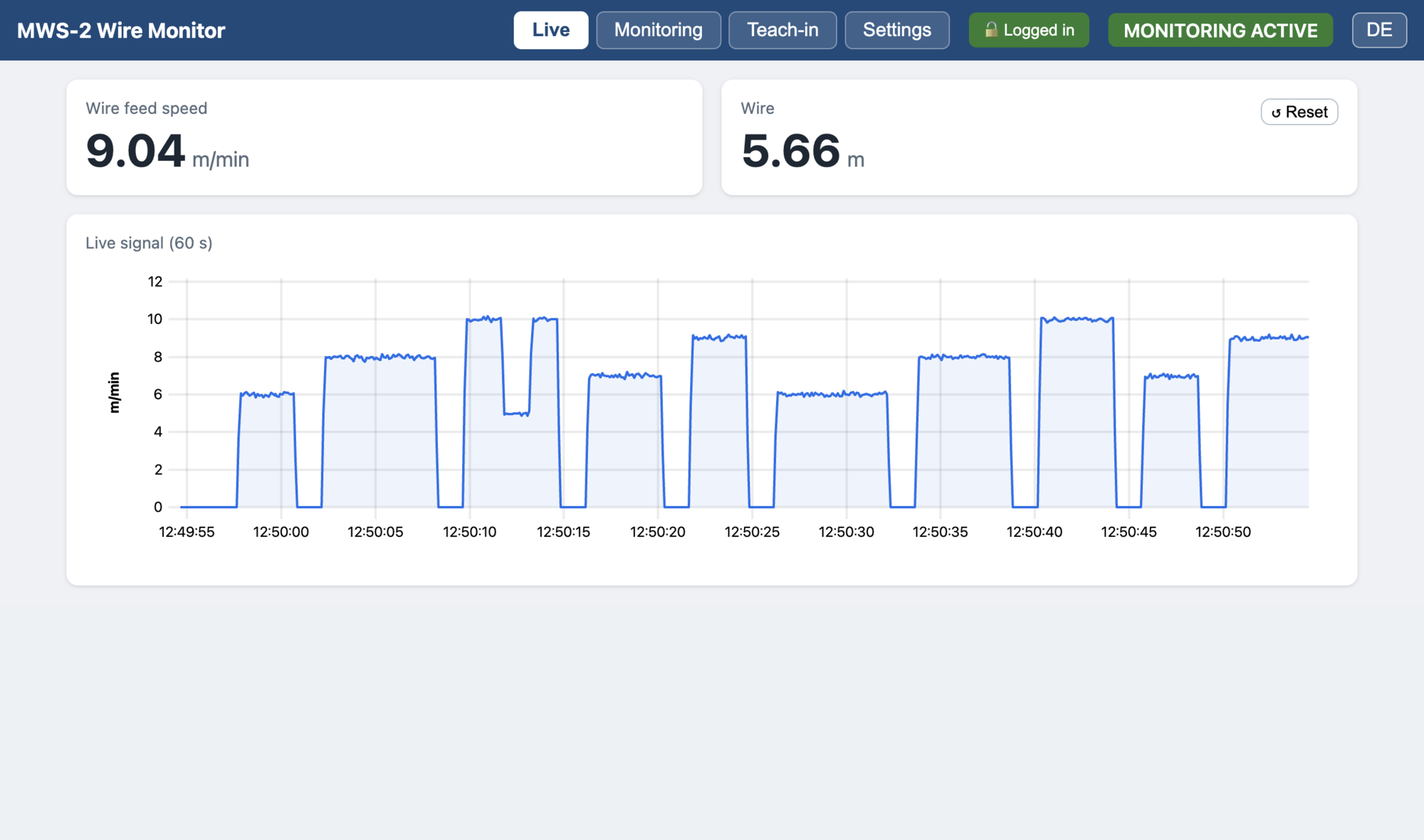
Instrumentpanelen visar livesignalen ovanpå det inlärda höljet, med en positionsmarkör som anger vilken svets som pågår. Bandöverträdelser markeras och loggas i en händelselista — operatören ser på ett ögonkast om trådmatningen följer den godkända delens mönster.
Behöver du bara mätningen? Det går också.
Du behöver inte använda någon av övervakningsintelligensen. MWS-2 är lika hemma som en enkel, exakt mätare för trådhastighet:
Montera sensorn, anslut boxen, prenumerera på MQTT-ämnet — klart. Varje meddelande innehåller en tidsstämpel, den verkliga trådhastigheten i m/min och den matade trådlängden i mm, med konfigurerbar takt.
Liveavläsning av hastighet och ackumulerad trådlängd i webbläsaren — ingen inlärning, ingen konfiguration krävs.
Idealisk för processutveckling, svetslaboratorier, utrustningstillverkare och datainsamlingsprojekt: för alla som helt enkelt behöver tillförlitliga trådmatningsdata i sitt MES, sin databas eller sin mätuppställning, utan att själva bygga en mätkedja.
Börja med den rena mätuppgiften idag — den fullständiga referensövervakningen finns redan ombord när du vill slå på den.
Din vinst
| 100 % övervakning | Varje svets på varje del — utan att störa strömkällan eller robotstyrningen. Eftermonterbar oavsett utrustningstillverkare. |
| Omedelbart larm | Slirning rapporteras med exakt del- och svetstilldelning. Defekta delar färdas inte vidare obemärkt. |
| Förebyggande underhåll | Trendstatistik avslöjar smygande rull- och trådledarslitage tidigt — planerat underhåll i stället för oplanerat stillestånd. |
| Fullständig dokumentation | Trådmatning och trådförbrukning per del, arkiverade som kvalitetsprotokoll. |
| Enastående värde | En fristående sensor till en bråkdel av kostnaden för styrningsintegrerade övervakningslösningar — inget ingenjörsprojekt, ingen integration per tillverkare, ingen extern dator. Ekonomin går ihop även för en enda cell; en enda undviken kasserad del eller ett undvikit linjestopp betalar vanligtvis apparaten. |
Tekniska höjdpunkter
-
Slirfri mätning av den verkliga trådrörelsen: tvårullsmekanism, inkrementell pulsgivare, 0,114 mm upplösning
-
Tråddiametrar 0,8–1,6 mm · mätområde 0–50 m/min · noggrannhet 0,7 % (vid 10 m/min, 0,1 s sampling)
-
All utvärdering ombord: segmentering, referenshantering, hölje och statistik körs på själva sensorboxen — ingen extern dator, ingen extra programvara
-
Integrerad webbinstrumentpanel för inlärning, livevy och händelsehistorik
-
Ethernet + MQTT (TLS-krypterad, upp till 5 mätningar/s) med tidsstämpel, hastighet och matad trådlängd per meddelande — redo för MES/SCADA och automation på cellnivå
-
Referenser per program för flera delvarianter; ominlärning efter processändringar tar några delar, med en knapptryckning
-
Monteras direkt efter matarenheten, utan att störa svetsprocessen
Bra att veta
MWS-2 upptäcker avvikelser från det inlärda goda tillståndet — den kompletterar, ersätter inte, den inledande kvalificeringen av din svetsprocess. Efter ändringar av svetsparametrar eller robotprogrammet lär du bara in referensen på nytt: några delar, en knapp.