




Detecte el deslizamiento de la alimentación de hilo antes de que se convierta en un defecto de soldadura.
Supervisión de la alimentación de hilo basada en referencia para soldadura GMAW robotizada (MIG/MAG) — en el 100 % de su producción, sin tocar la fuente de corriente ni el controlador del robot.


El problema: el deslizamiento es invisible, hasta que la pieza falla
Rodillos de arrastre desgastados, presión de contacto incorrecta, abrasión, fricción en la guía de hilo, tubos de contacto desgastados: el deslizamiento entre el hilo y los rodillos de arrastre provoca una alimentación de hilo fluctuante, inestabilidad del proceso y defectos de soldadura. Y ocurre de forma silenciosa.
¿Por qué no lo detecta el propio sistema de soldadura?
Porque físicamente no puede. Las fuentes de corriente de soldadura no miden realmente la velocidad del hilo: deducen la velocidad de alimentación a partir de la velocidad de giro del motor de alimentación. Mientras el motor gira según lo ordenado, la máquina informa de que todo va bien. Pero el deslizamiento se produce aguas abajo del motor, entre los rodillos de arrastre y el hilo: los rodillos giran, el hilo no los sigue. Desde el punto de vista de la máquina, un hilo que desliza y un hilo perfectamente alimentado resultan idénticos.
Y la solución alternativa — comparar con la consigna de la fuente de corriente — también falla en la práctica: la consigna está bloqueada tras protocolos de bus específicos de cada fabricante. La integración es compleja, específica del sistema y debe rediseñarse cada vez que cambia la fuente de corriente.
La única forma fiable de detectar el deslizamiento es medir la propia velocidad del hilo. Eso es exactamente lo que hace el MWS-2.
La solución: su pieza correcta es la referencia
El Wiresensor MWS-2 sigue otro camino: el principio de la «pieza patrón». En lugar de una consigna del controlador, la señal medida de una pieza correcta verificada sirve de referencia.
Un mecanismo de medición de dos rodillos sin deslizamiento, con un codificador de alta resolución, mide el movimiento real del hilo — directamente sobre el hilo, con independencia del motor de alimentación, y por tanto incluyendo exactamente el deslizamiento que la propia máquina no puede ver. Una pieza con varias soldaduras a distintas velocidades de alimentación produce un patrón de velocidad característico y reproducible. Enséñelo una vez; a partir de entonces, cada pieza producida se compara automáticamente con él.
Sin integración de bus. Sin dependencia del fabricante. Un solo sensor, reequipable en cualquier sistema, a un precio que hace económico equipar cada célula individual.
La instalación: dos componentes, diez minutos, cualquier navegador
El sistema completo consta de exactamente dos partes:
-
El sensor — un rodillo de medición que rueda sobre el hilo, acoplado a un codificador de alta resolución. Montado cerca de la unidad de arrastre, no toca nada más que el hilo.
-
La caja edge — un controlador compacto que lo hace todo a bordo: segmentación, referencias, comparación de envolvente, estadísticas, panel web, registro de datos.
Conecte la caja a su red — o no. También funciona punto a punto con un único cable Ethernet directamente a un portátil, sin tocar en ningún momento la red de su planta.
Un verdadero dispositivo edge: nada que instalar, nada que parchear
No hay Windows, ni escritorio Linux, ni sistema operativo en el sentido convencional, solo firmware específico en un microcontrolador. Esto significa:
-
Ninguna instalación de software en ningún PC, nunca. Abre el panel en cualquier navegador, y ya está.
-
Una superficie de ataque mínima. Sin servicios de sistema operativo, sin recursos compartidos abiertos, sin parches de seguridad pendientes, sin antivirus, nada que el ransomware pueda cifrar. Los departamentos de TI lo aprueban en una reunión en lugar de en diez.
-
Sin rueda de mantenimiento sin fin. La caja no necesita actualizaciones para seguir funcionando: simplemente funciona.
Del desembalaje a la producción
-
Monte el sensor después de la unidad de arrastre, conéctelo a la caja, enchufe la alimentación y el Ethernet.
-
Abra un navegador, conéctese a la caja: sin software cliente, sin servidor de licencias.
-
Registre, no programe. Crear un programa de supervisión consiste simplemente en registrar unos cuantos ciclos de piezas correctas con el botón Aprender. Sin scripts, sin estudios de parámetros: las piezas correctasson el programa.
-
Actívelo y márchese. A partir de entonces, la caja funciona de forma totalmente autónoma: supervisa cada pieza, registra los datos a bordo, genera alarmas y, si lo desea, transmite todo por MQTT a su MES, SCADA, panel o base de datos. A cualquier lugar. O a ninguno: funciona igual de bien de forma totalmente autónoma.
Datos técnicos
| Rango de diámetro de hilo | 0,8 mm – 1,6 mm (mayor bajo demanda) |
| Resolución del codificador | 0,028601 mm, 600 pulsos por vuelta |
| Precisión | 0,7 % a 10 m/min y 0,1 s de frecuencia de muestreo |
| Interfaz | Ethernet (10/100 Mbit/s) |
| Protocolo de salida de datos | MQTT (3.1.1 y 5) |
| Interfaz web | Para configuración y visualización en tiempo real |
| Tensión de alimentación | 9 - 12 voltios CC |
| Red | DHCP, IP fija |
| Frecuencia de mensajes | 0,1 - 5 por segundo |
| Cifrado | TLS 1.3 |
| Velocidad de alimentación de hilo | 0 - 50 m/min |
| Dimensiones de la caja del sensor | 160 x 100 x 60 mm (LxAnxAl) |
| Peso de la caja del sensor | 0,55 kg |
| Peso del codificador | 0,40 kg |
| Protección | IP 20 |
Mensaje MQTT
Objeto JSON con los siguientes campos:
-
timestamp: millis – El momento en que se registró la medición.
-
v: Float – La velocidad de alimentación de hilo en metros por minuto en la marca de tiempo indicada.
-
mm: Float – La longitud de hilo en milímetros alimentada desde el mensaje anterior.
Ejemplos:
mws/dev1/speed
ts: 1783582121500
v: 4.54
mm: 37.83
ts: 1783582122000
v: 7.34
mm: 61.14
ts: 1783582122500
v: 6.79
mm: 56.59
Objeto JSON con los siguientes campos:
-
part: int – El número de la pieza
-
seam: int – El número del cordón
-
result: string - El resultado OK o NOK
mws/dev1/seam
part: 2
seam: 1
result: "OK"
part: 2
seam: 2
result: "NOK"
Volumen de suministro
- Caja de sensores con microcontrolador y conectores para Ethernet, alimentación (9–12 V CC), sensor de hilo, fuente de alimentación enchufable de 12 V y adaptador PoE.
- Sensor de hilo (encóder) con cable de 1,5 m y conector.
Tabla de referencia
| Designation | Item number | Weight [kg] | Qty in stock |
|---|---|---|---|
| Wire sensor box MWS-1 | 10,1030,10 | 0.55 | 1 |
| Wire sensor MWS-1 | 10,1030,10,1 | 0.4 | 0 |
Cómo funciona
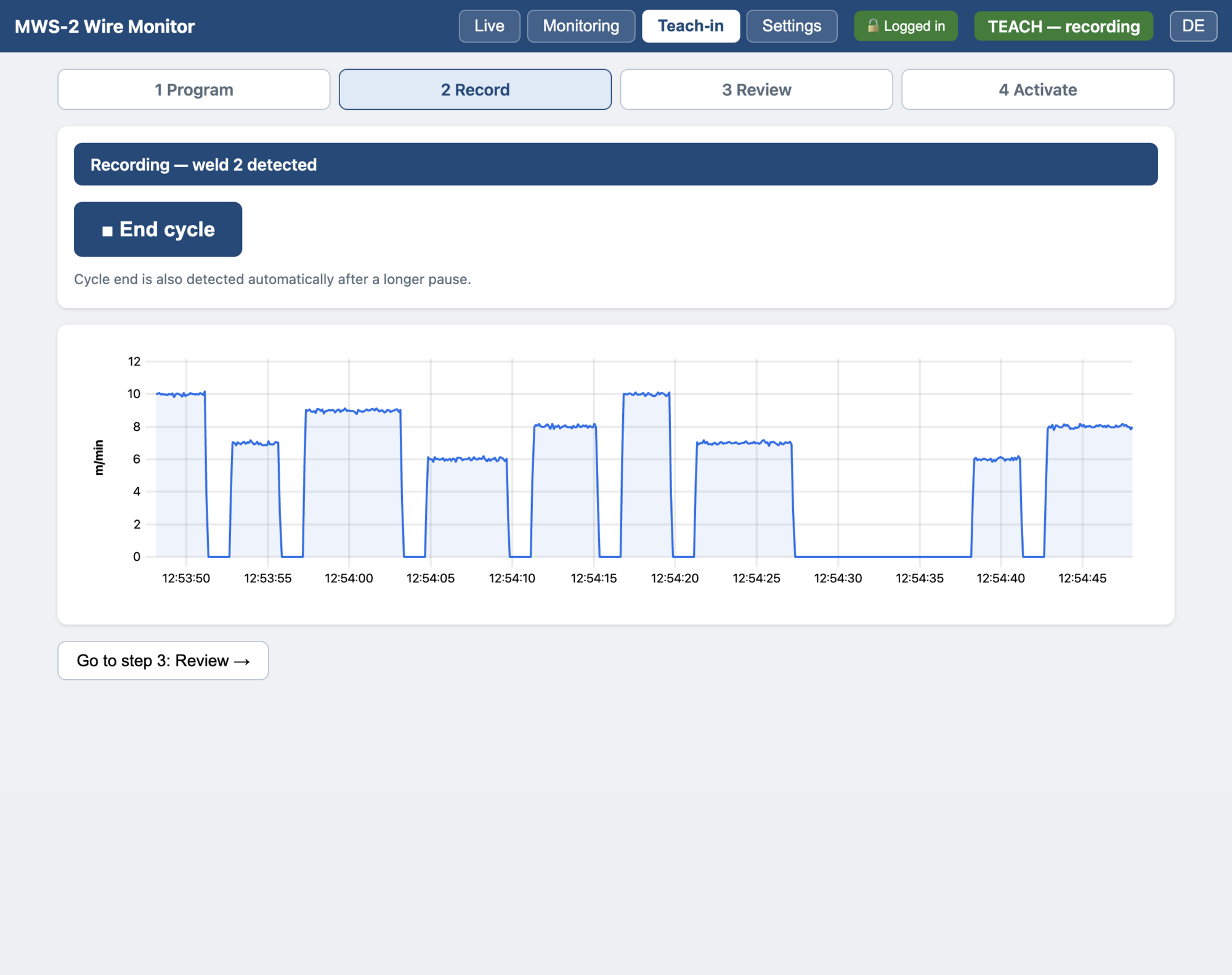
1 — Enseñe su pieza correcta
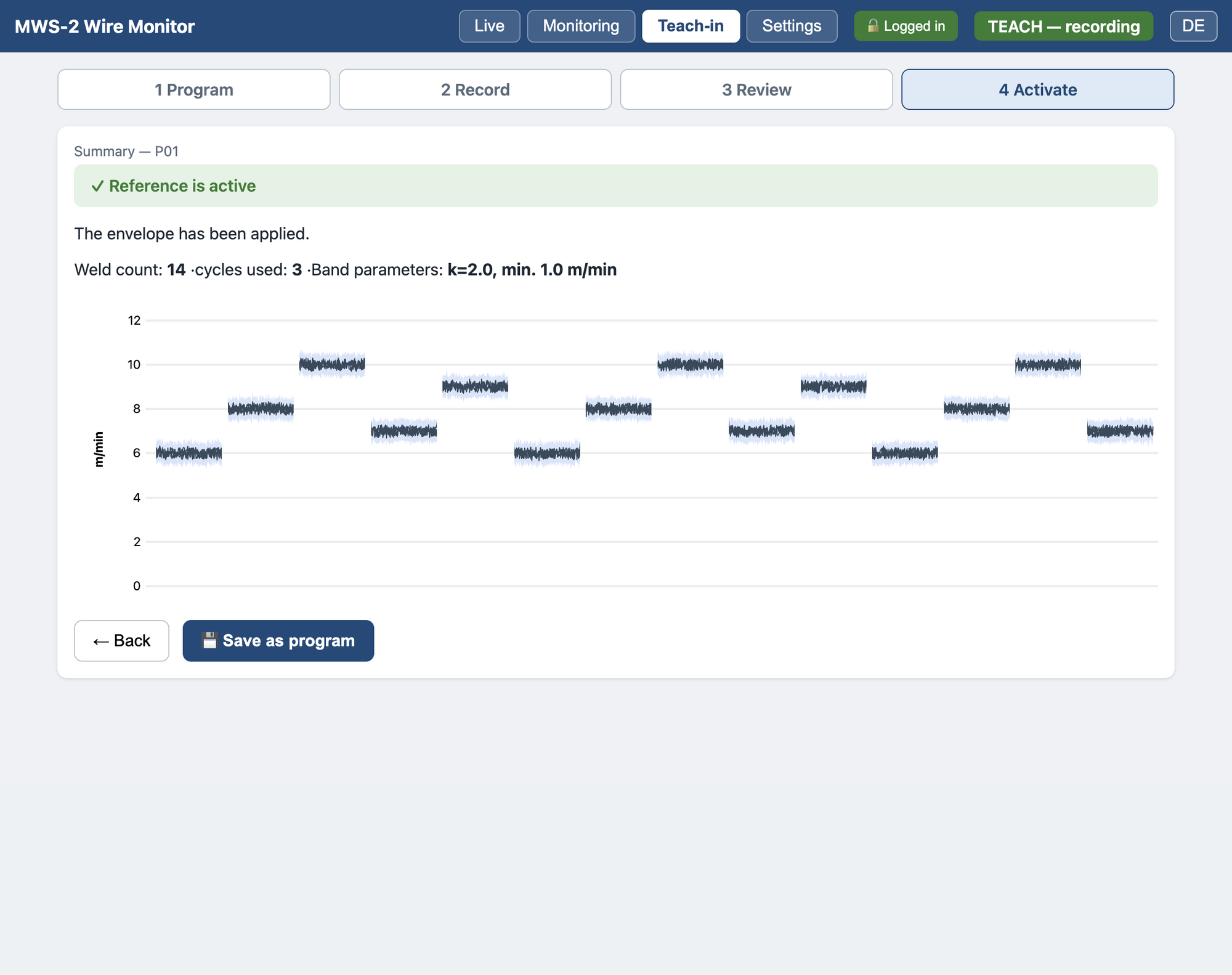
Directamente en el panel web integrado, sin software adicional: pulse Aprender, ejecute un ciclo de pieza completo con una alimentación de hilo verificada como correcta, pulse Detener. Repita para un puñado de ciclos: cada registro aparece en una lista y puede revisarse o eliminarse. El sistema construye una curva media con una banda de tolerancia estadística (envolvente) para cada soldadura, compensando automáticamente las ligeras variaciones en la duración de la soldadura.
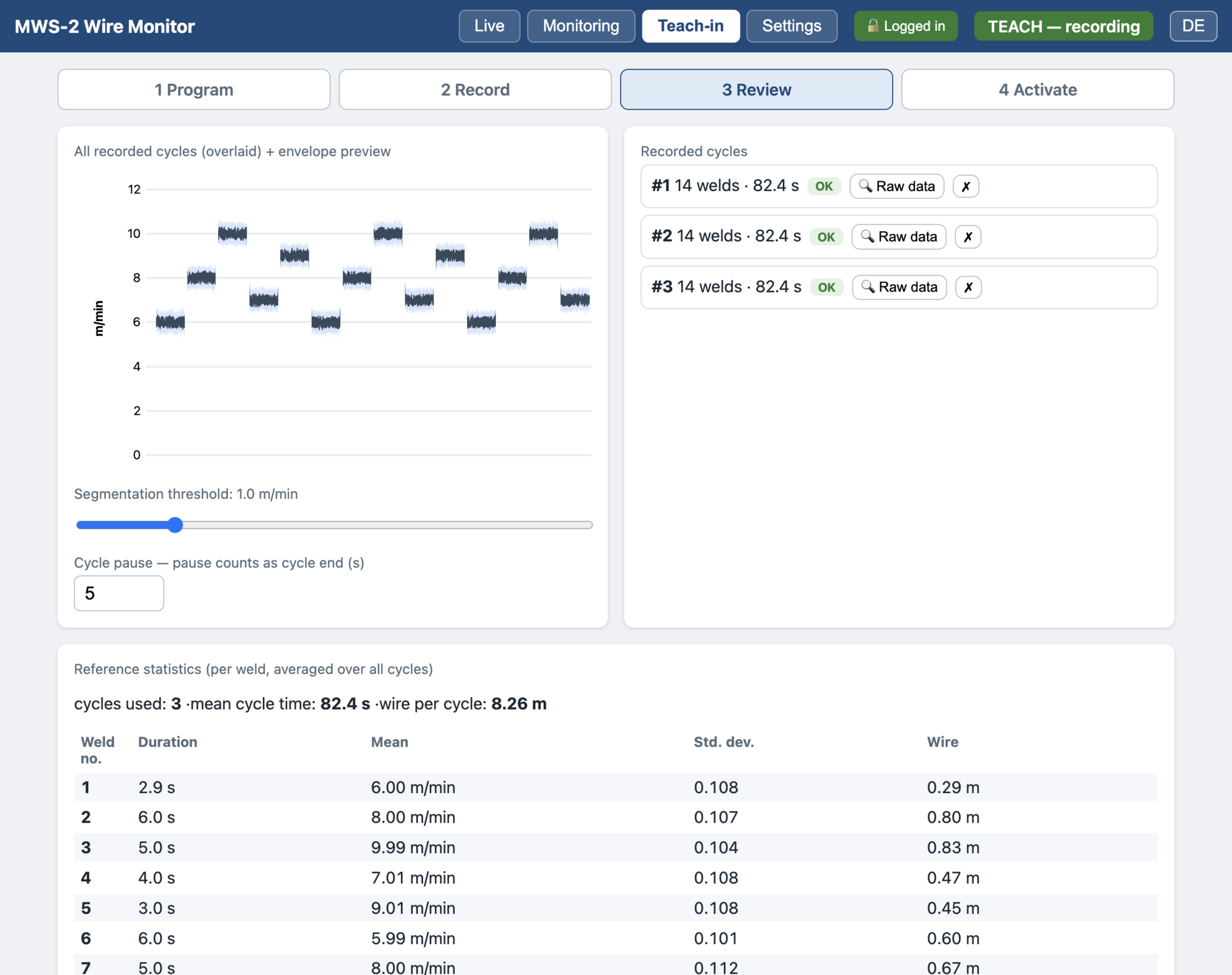
2 — Las soldaduras se detectan solas
No se necesita cableado al robot para la segmentación: el hilo solo se mueve durante la soldadura, por lo que las soldaduras se detectan directamente a partir de la propia señal del hilo. Soldadura 1, soldadura 2, … soldadura n — cada soldadura se comprueba con su propia referencia; 20 o más soldaduras por pieza se gestionan con facilidad. El avance del hilo y el retroceso por retroquemado (burn-back) se filtran automáticamente. Opcionalmente, un mensaje de inicio de programa por MQTT o una señal del PLC hacen que la asignación sea totalmente determinista.
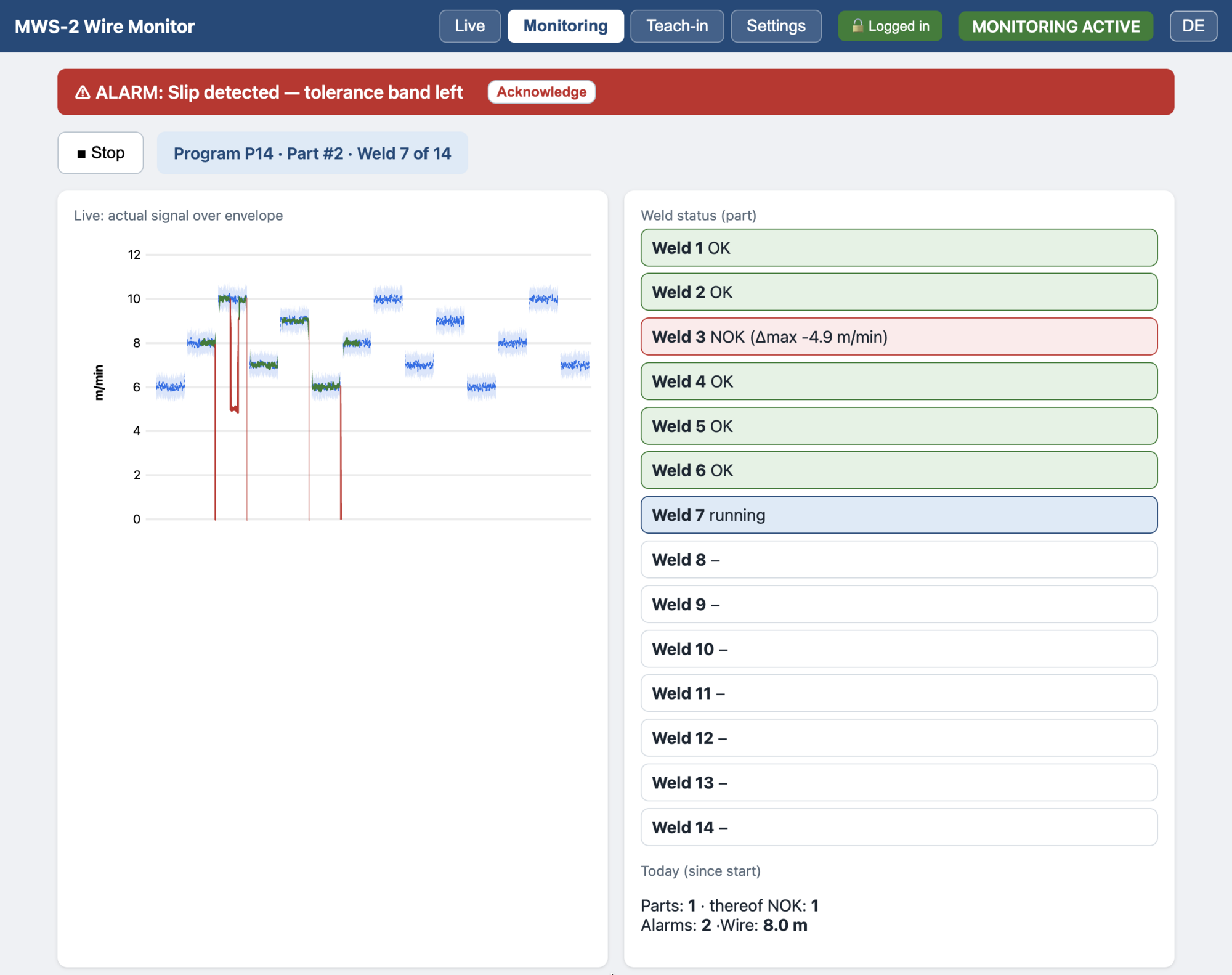
3 — Supervise cada pieza en producción
Dos criterios se ejecutan en paralelo, en directo en cada soldadura:
-
Comparación de envolvente — si la velocidad medida sale de la banda de tolerancia durante más tiempo que una duración mínima ajustable, se dispara una alarma con referencia exacta de pieza, soldadura y tiempo.
-
Estadísticas por soldadura — la velocidad media, la desviación estándar y la longitud de hilo alimentada se registran como tendencias entre piezas. El deslizamiento incipiente aparece aquí primero: media ligeramente reducida, mayor dispersión, breves caídas recurrentes. Obtiene un aviso temprano mientras las piezas todavía son buenas — y al mismo tiempo un indicador de desgaste para los rodillos y la guía de hilo.
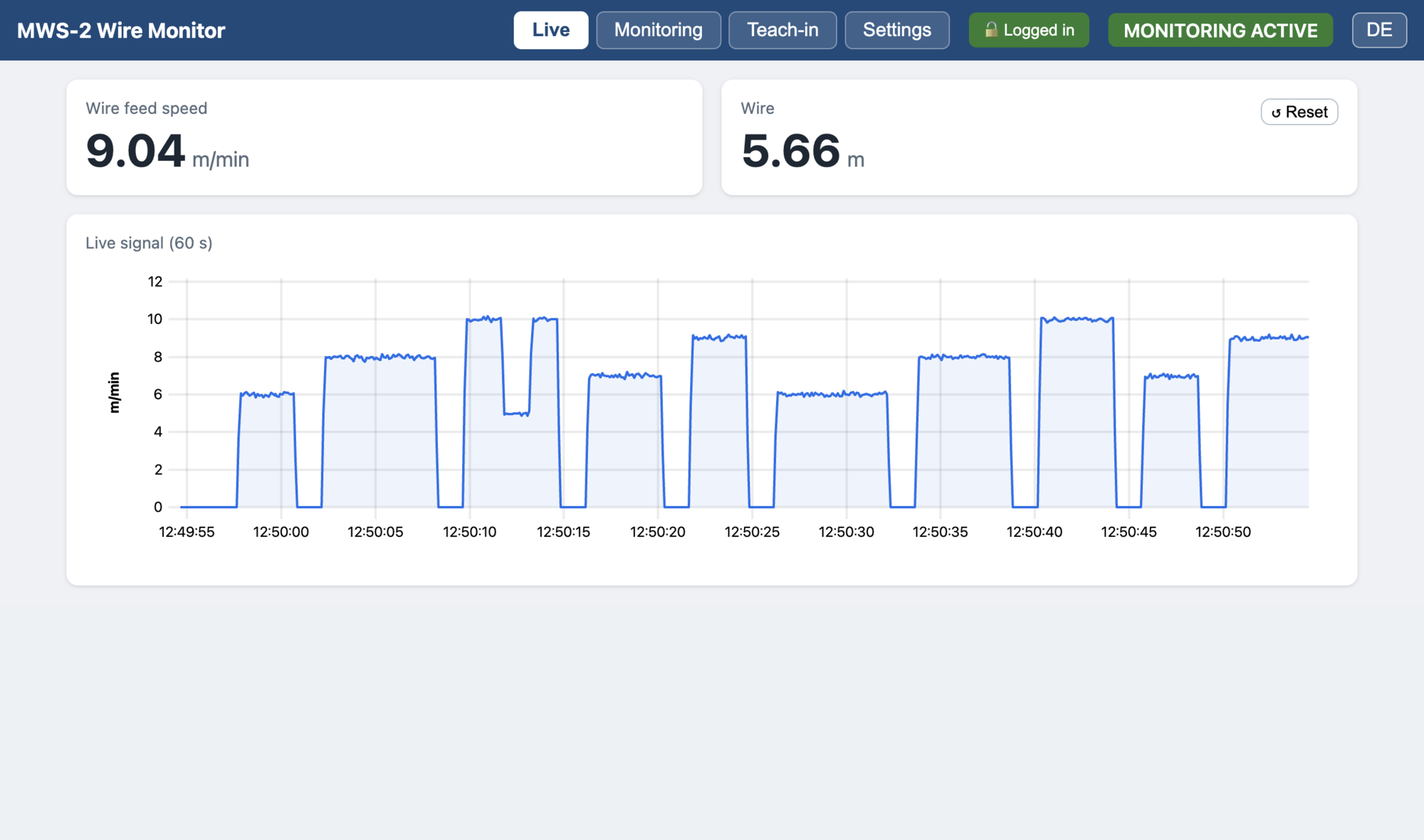
El panel muestra la señal en directo sobre la envolvente aprendida, con un marcador de posición que indica qué soldadura se está ejecutando. Las violaciones de la banda se resaltan y se registran en una lista de eventos: el operario ve de un vistazo si la alimentación de hilo sigue el patrón de la pieza correcta.
¿Solo necesita la medición? También es posible.
No tiene que usar nada de la inteligencia de supervisión. El MWS-2 se desenvuelve igual de bien como sencillo y preciso medidor de velocidad de hilo:
Monte el sensor, conecte la caja, suscríbase al topic MQTT — listo. Cada mensaje contiene una marca de tiempo, la velocidad real del hilo en m/min y la longitud de hilo alimentada en mm, a una frecuencia configurable.
Lectura en directo de la velocidad y la longitud de hilo acumulada en el navegador — sin aprendizaje, sin configuración.
Ideal para desarrollo de procesos, laboratorios de soldadura, fabricantes de equipos y proyectos de adquisición de datos: para cualquiera que simplemente necesite datos fiables de alimentación de hilo en su MES, base de datos o montaje de medición, sin construir por sí mismo una cadena de medición.
Empiece hoy con la tarea de medición pura — la supervisión de referencia completa ya está a bordo para cuando quiera activarla.
Lo que gana
| Supervisión del 100 % | Cada soldadura de cada pieza, sin interferir con la fuente de corriente ni el controlador del robot. Reequipable con independencia del fabricante del equipo. |
| Alarma inmediata | El deslizamiento se notifica con asignación exacta de pieza y soldadura. Las piezas defectuosas no siguen su curso sin ser detectadas. |
| Mantenimiento predictivo | Las estadísticas de tendencia revelan tempranamente el desgaste progresivo de los rodillos y de la guía de hilo — mantenimiento planificado en lugar de parada imprevista. |
| Documentación completa | Alimentación y consumo de hilo por pieza, archivados como registro de calidad. |
| Valor excepcional | Un sensor autónomo a una fracción del coste de las soluciones de supervisión integradas en la controladora — sin proyecto de ingeniería, sin integración por fabricante, sin ordenador externo. La rentabilidad sale a cuenta incluso para una sola célula; una única pieza de desecho evitada o una parada de línea evitada suele amortizar el dispositivo. |
Aspectos técnicos destacados
-
Medición sin deslizamiento del movimiento real del hilo: mecanismo de dos rodillos, codificador incremental, resolución de 0,114 mm
-
Diámetros de hilo 0,8–1,6 mm · rango de medición 0–50 m/min · precisión 0,7 % (a 10 m/min, muestreo de 0,1 s)
-
Toda la evaluación a bordo: la segmentación, la gestión de referencias, la envolvente y las estadísticas se ejecutan en la propia caja del sensor — sin ordenador externo, sin software adicional
-
Panel web integrado para el aprendizaje, la vista en directo y el historial de eventos
-
Ethernet + MQTT (cifrado TLS, hasta 5 mediciones/s) con marca de tiempo, velocidad y longitud de hilo alimentada por mensaje — listo para MES/SCADA y la automatización a nivel de célula
-
Referencias por programa para varias variantes de pieza; volver a enseñar tras cambios de proceso lleva unas pocas piezas, con solo pulsar un botón
-
Se monta directamente después de la unidad de arrastre, sin interferir con el proceso de soldadura
Conviene saber
El MWS-2 detecta desviaciones respecto al buen estado aprendido — complementa, no sustituye, la cualificación inicial de su proceso de soldadura. Tras cambios en los parámetros de soldadura o en el programa del robot, basta con volver a enseñar la referencia: unas pocas piezas, un botón.