Av alla gaser är endast väte lösligt i aluminium men upplösningsförmågan är låg jämfört med lösligheten av gaser i järnlegeringar.
Vätets löslighet i aluminium beror på legeringshalt och temperatur. Den upplösta mängden bestäms dessutom av vätetillförseln, som vanligtvis anges som partialtryck av väte. Den upplösta mängden ges vanligen i ml av den upplösta gasen per 100 g metall. (1013 mbar och 0 ° C, 1 ppm = 1,1124 ml / 100 g)
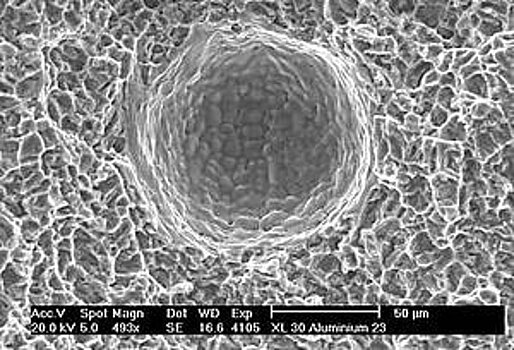
Eftersom lösligheten av väte i aluminium minskar abrupt (1:20) under kylning vid en temperatur av ca 600 °C, orsakas ofta porer av väte under stelningen av smältan. Mottagligheten för porer är störst för rent aluminium, medan benägenheten för löslighet är lägre när det gäller legeringarna. Detta leder naturligtvis till lägre porositet.
Dessa omständigheter gör närvaron av väteporer i MIG-svetsning av aluminium nästan oundviklig. Porer har en negativ effekt på anslutningens statiska och dynamiska styrka och kan även annars vara störande. När svetssömmen bearbetas mekaniskt, blir porerna synliga och stör optiskt eller minskar färgadhesionen
Där inspektion av byggnadsverk är obligatorisk tycker inspektörerna att det är svårt att bestämma om porigheten är godtagbar eller inte och både tillverkare och kunder tycker helt enkelt att det är hantverksmässigt oacceptabelt.
Den grundläggande lösningen är att hålla utbudet av väte så lågt som möjligt. I allmänhet anses en vätehalt av ca 0,2-0,3 ml / 100g vara den övre gränsen för vilken små eller inga porer förekommer. Denna gräns överskrids ofta i praktiken. Källor till väte är basmaterial, tillsatsmaterial, inert gas, atmosfär. Den renaste möjliga lagringen och bearbetningen av materialen, förbehandling av ytorna och undvikande av alla andra vätekällor är högsta prioritet.