




Vid manuell TIG-lödning matas stavformigt lödmedel vanligtvis in i ljusbågen på ett sätt som liknar autogen svetsning ("hårdlödning"). Vid automatiserad TIG (kall) lödning matas de trådformade kopparbaserade tillsatserna fram mekaniskt in i ljusbågen. Det arbetas övervägande med en kontinuerlig ljusbåge. Horisontell svetsning och fallande svetsning bör föredras framför andra lödpositioner.
Särskilda krav för lödanordningen
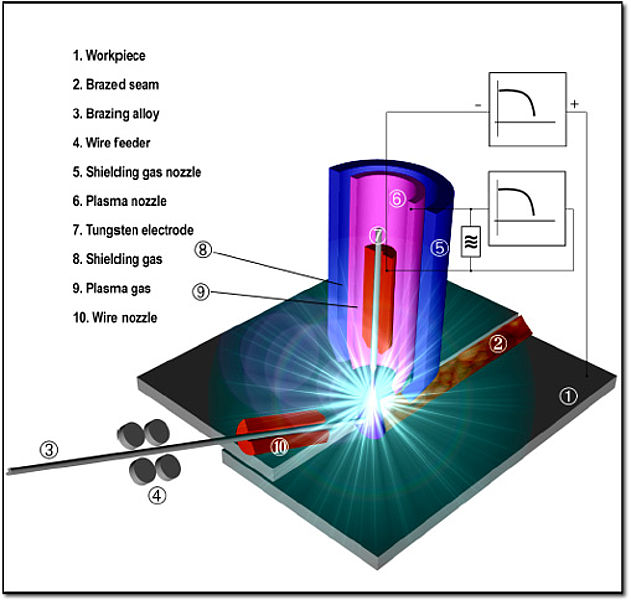
För lödning är alla kommersiellt tillgängliga TIG DC-källor lämpliga. Pulserande strömkällor är inte nödvändiga. För de flesta applikationer är strömstyrkor på 20-150 A tillräckliga. För automatisk lödning behövs en matare för kall tråd.