De todos los gases, solo el hidrógeno puede disolverse en el aluminio. Sin embargo, en comparación con la solubilidad de los gases en las aleaciones de hierro, la cantidad es más bien baja.
La solubilidad del hidrógeno en el aluminio depende del contenido de aleaciones y de la temperatura. La cantidad disuelta depende además de la disponibilidad de hidrógeno, que suele indicarse como presión parcial y se expresa en mililitros del gas disuelto por cada 100 gramos de metal. (1013 mbar y 0 °C; 1 ppm = 1,1124 ml/100 g)
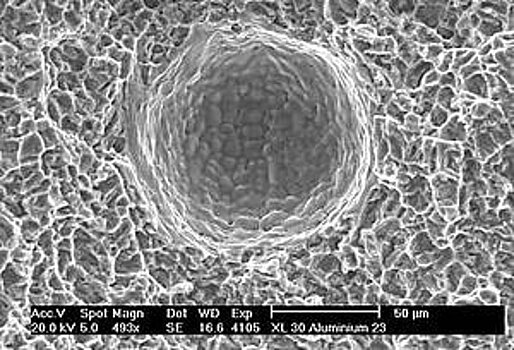
Como la solubilidad del hidrógeno en el aluminio disminuye bruscamente a una temperatura de aprox. 600 °C durante el enfriamiento, a menudo se produce porosidad causada por burbujas de gas congeladas. En el aluminio puro la tendencia a la porosidad es más grave, mientras que es menor en las aleaciones. Esto se debe a un salto menor en la solubilidad del hidrógeno.
Estas circunstancias hacen que la presencia de porosidad en la soldadura MIG de aluminio sea casi inevitable.
Los poros tienen implicaciones negativas en la resistencia estática y dinámica de las uniones soldadas y, en cualquier caso, pueden resultar molestos. El mecanizado de las superficies abre poros que no tienen buen aspecto y pueden reducir la adherencia de la pintura.
A los inspectores les resulta difícil determinar el nivel de porosidad aceptable, y tanto fabricantes como clientes lo consideran simplemente un mal trabajo.
La solución básica a este problema es mantener el nivel de hidrógeno disponible lo más bajo posible. Por lo general, se considera que un contenido de hidrógeno de aprox. 0,2 a 0,3 ml/100 g es el nivel máximo permitido para obtener una baja porosidad. Este valor se supera con bastante frecuencia en condiciones prácticas. Las fuentes de hidrógeno son el material base, el material de aportación, el gas de protección y la atmósfera. Unas condiciones limpias de almacenamiento y fabricación, la preparación de las superficies y la prevención de todas las demás fuentes de hidrógeno constituyen la regla más importante.