Generalidades
Las crecientes exigencias de reducción de daños conducen al uso de aceros recubiertos en muchos campos industriales. Entre las numerosas posibilidades de proteger el acero contra la corrosión, el zinc desempeña un papel importante debido a su favorable resistencia a la corrosión y a su bajo precio.
La protección contra la corrosión mediante un recubrimiento de zinc puede realizarse mediante el galvanizado en caliente de piezas o componentes ya acabados. En muchos casos y con construcciones complicadas esto no es posible debido a la distorsión. Otra posibilidad es utilizar para la soldadura chapas o perfiles ya acabados, previamente recubiertos de zinc. Estos materiales pueden recubrirse mediante un proceso electrolítico o de galvanizado en caliente. El espesor del recubrimiento de zinc se sitúa entre 1 y 20 µm según el método de fabricación. En la industria del automóvil, para edificios, sistemas de ventilación y climatización, electrodomésticos y mobiliario se utilizan grandes cantidades de chapas finas recubiertas de zinc.
El zinc ha alcanzado una posición destacada como protección contra la corrosión no solo por su capacidad de formar una capa de cobertura como barrera que debe corroerse antes de que se corroa el acero, sino también por su capacidad de protección catódica. Si el recubrimiento protector de zinc resulta dañado, el zinc circundante proporciona la protección catódica incluso del acero sin recubrir cercano. Esta protección es eficaz para una distancia de 1-2 mm de superficies sin recubrir. Gracias a la protección catódica, no solo se protegen los bordes de corte sin recubrir, sino también las microfisuras del conformado en frío y el entorno de las soldaduras donde el zinc se ha evaporado durante la soldadura. Igualmente puede evitarse la corrosión subcutánea que se inicia en los bordes de corte.
Soldadura fuerte por arco de aceros recubiertos de zinc
El zinc tiene un punto de fusión de aproximadamente 420 °C y se evapora a 906 °C. Esta naturaleza es desfavorable para cualquier proceso de soldadura, porque la evaporación del zinc comienza antes de alcanzarse el punto de fusión del acero, que es el material base. Por este motivo es más adecuado para el acero galvanizado introducir menos calor o, respectivamente, que el material base no llegue en absoluto a su punto de fusión.
Una alternativa a la soldadura de chapas recubiertas es el uso de hilos de aportación a base de cobre, también conocidos como bronces. Son comúnmente conocidos los hilos con aleaciones cobre-silicio (ML CuSi3) y cobre-aluminio (ML CuAl8).
Estos hilos ofrecen las siguientes ventajas:
- sin corrosión de la soldadura fuerte
- proyecciones mínimas
- baja combustión del recubrimiento
- bajo aporte térmico
- postratamiento sencillo del cordón
- protección catódica del material base en la zona inmediata de la unión
Estos hilos de bronce tienen un punto de fusión relativamente bajo debido al alto contenido de cobre (aprox. 1.000 a 1.080 °C según la aleación). El material base no se funde, lo que significa que el principio de unión es más soldadura fuerte que soldadura por fusión. En la soldadura fuerte por arco no suelen requerirse fundentes.
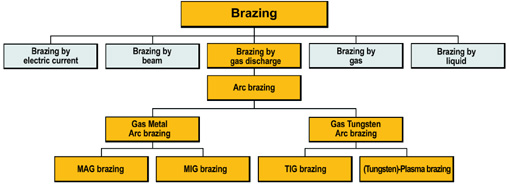
Clasificación de los procesos de soldadura fuerte por arco
La soldadura fuerte por arco puede clasificarse en procesos GMA y GTA. El principio es en gran medida idéntico al de la soldadura GMAW o, respectivamente, a la soldadura por plasma con hilos de aportación.